11 .4 pr og ra m m la u f – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 409
HEIDENHAIN TNC 410, TNC 426, TNC 430
383
11
.4
Pr
og
ra
m
m
la
u
f
U
U
U
U
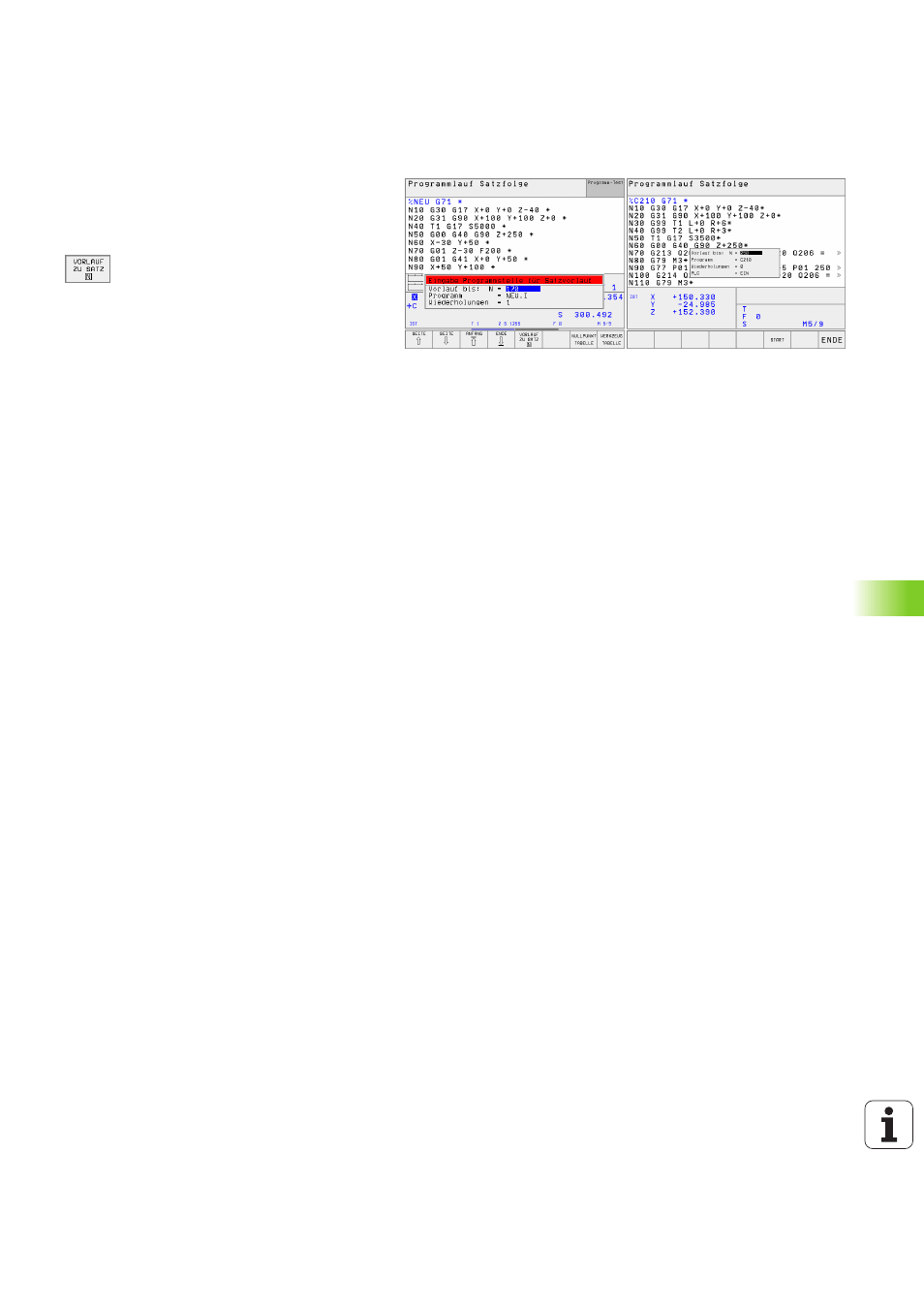
Ersten Satz des aktuellen Programms als Beginn
für Vorlauf wählen: GOTO „0“ eingeben.
U
U
U
U
Satzvorlauf wählen: Softkey VORLAUF ZU SATZ
N drücken
U
U
U
U
Vorlauf bis N
: Nummer N des Sat-
zes eingeben, bei dem der Vorlauf
enden soll
U
U
U
U
Programm
: Namen des Programms
eingeben, in dem der Satz N steht
U
U
U
U
Wiederholungen:
Anzahl der Wie-
derholungen eingeben, die im Satz-
Vorlauf berücksichtigt werden sol-
len, falls Satz N innerhalb einer Pro-
grammteil-Wiederholung steht
U
U
U
U
PLC EIN/AUS (nicht TNC 426, TNC
430): Um Werkzeug-Aufrufe und
Zusatz-Funktionen M zu berück-
sichtigen: PLC auf EIN stellen (mit
Taste ENT zwischen EIN und AUS
umschalten). PLC auf AUS betrach-
tet ausschließlich die Geometrie
des NC-Programmes, dabei muss
das Werkzeug in der Spindel dem
im Programm aufgerufenem Werk-
zeug entsprechen
U
U
U
U
Satzvorlauf starten:
TNC 426, TNC 430: Externe START-
Taste drücken.
TNC 410: Softkey START drücken
U
U
U
U
Kontur anfahren: siehe „Wiederan-