6 p ro g ra m m ier -b ei s p ie le – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 353
HEIDENHAIN TNC 410, TNC 426, TNC 430
327
9.
6 P
ro
g
ra
m
m
ier
-B
ei
s
p
ie
le
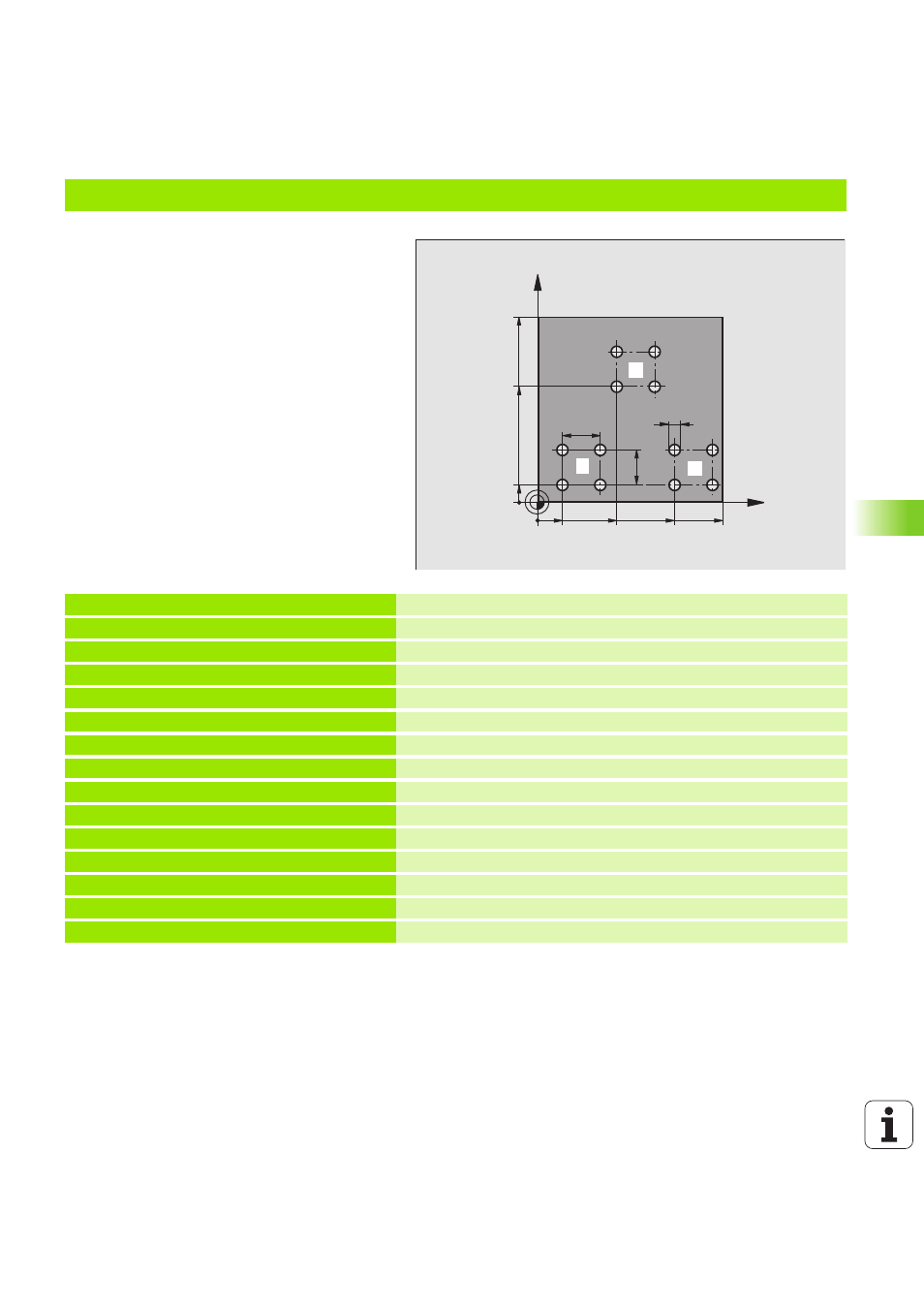
Beispiel: Bohrungsgruppen
Programm-Ablauf
n
Bohrungsgruppen anfahren im Hauptprogramm
n
Bohrungsgruppe aufrufen (Unterprogramm 1)
n
Bohrungsgruppe nur einmal im
Unterprogramm 1 programmieren
% U P1 G7 1 *
N 1 0 G 30 G1 7 X + 0 Y +0 Z- 4 0 *
N 2 0 G 31 G9 0 X + 10 0 Y + 10 0 Z + 0 *
N 3 0 G 99 T1 L+ 0 R + 2, 5 *
Werkzeug-Definition
N 4 0 T 1 G 17 S5 0 00 *
Werkzeug-Aufruf
N 5 0 G 00 G4 0 G 9 0 Z +2 5 0 *
Werkzeug freifahren
N 6 0 G 20 0
Zyklus-Definition Bohren
Q 2 00 = 2
Sicherheits-Abstand
Q 2 01 = -3 0
Tiefe
Q 2 06 = 30 0
Vorschub
Q 2 02 = 5
Zustell-Tiefe
Q 2 10 = 0
Verweilzeit oben
Q 2 03 = 0
Oberkante Werkstück
Q 2 04 = 2
2. Sicherheits-Abstand
Q 2 11 = 0 *
Verweilzeit unten
X
Y
15
60
100
100
75
10
45
20
20
5
1
1
1
2
1
3