Gewindebohren mit ausgleichsfutter (zyklus g84), G84 gewindebohren mit ausgleichsfutter – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 226
200
8 Programmieren: Zyklen
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
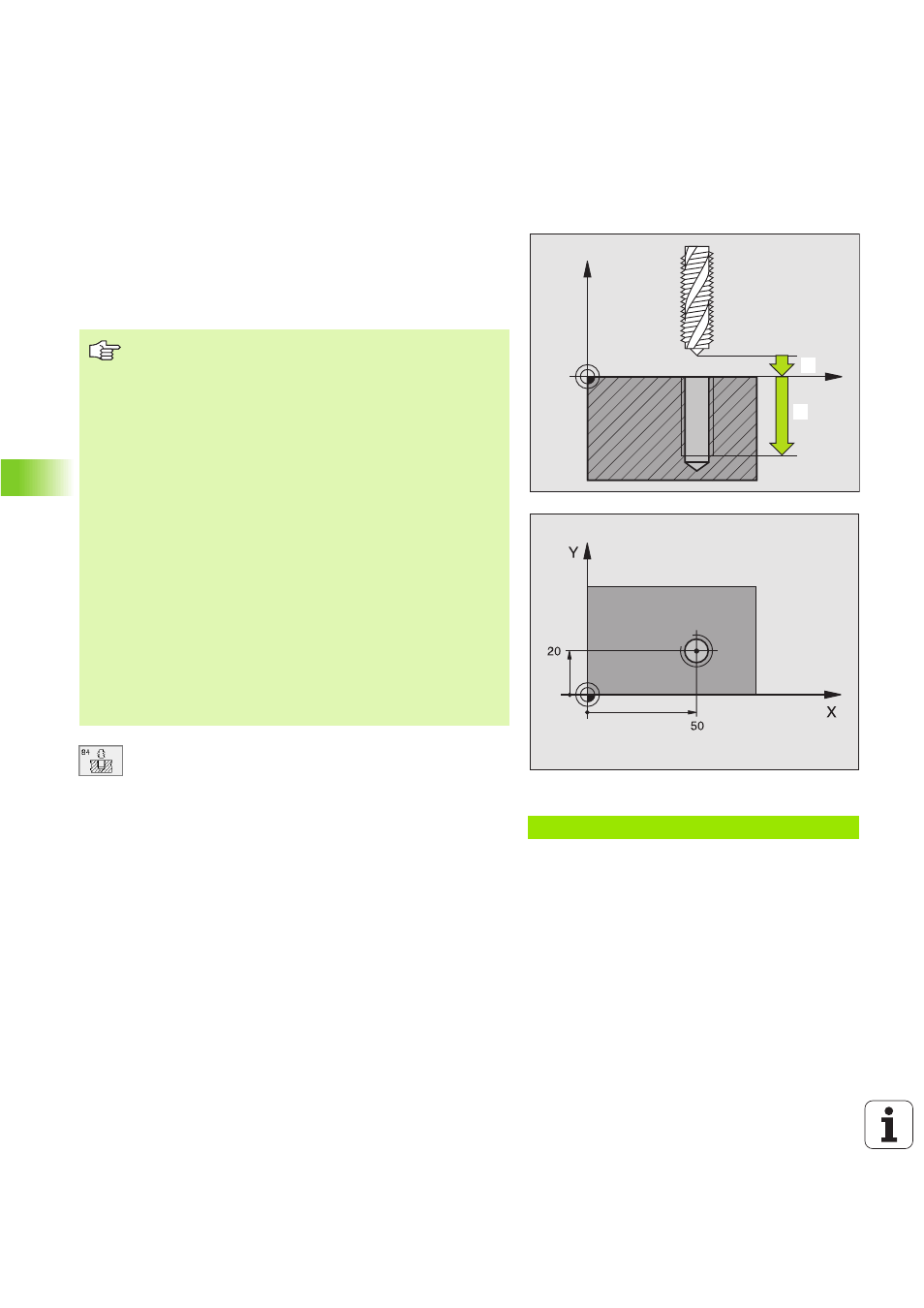
GEWINDEBOHREN mit Ausgleichsfutter
(Zyklus G84)
1
Das Werkzeug fährt in einem Arbeitsgang auf die Bohrtiefe
2
Danach wird die Spindeldrehrichtung umgekehrt und das Werk-
zeug nach der Verweilzeit auf die Startposition zurückgezogen
3
An der Startposition wird die Spindeldrehrichtung erneut umge-
kehrt
U
U
U
U
Sicherheits-Abstand
1
(inkremental): Abstand Werk-
zeugspitze (Startposition) – Werkstück-Oberfläche;
Richtwert: 4x Gewindesteigung
U
U
U
U
Bohrtiefe
2
(Gewindelänge, inkremental): Abstand
Werkstück-Oberfläche – Gewindeende
U
U
U
U
Verweilzeit in Sekunden
: Wert zwischen 0 und 0,5
Sekunden eingeben, um ein Verkeilen des Werk-
zeugs beim Rückzug zu vermeiden
U
U
U
U
Vorschub F
: Verfahrgeschwindigkeit des Werkzeugs
beim Gewindebohren
Vorschub ermitteln: F = S x p
Beispiel: NC-Satz
N 13 G8 4 P 0 1 2 P 02 -2 0 P 03 0 P0 4 1 0 0 *
X
Z
111
2
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40 programmie-
ren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.
Das Werkzeug muss in ein Längenausgleichsfutter
gespannt sein. Das Längenausgleichsfutter kompensiert
Toleranzen von Vorschub und Drehzahl während der Bear-
beitung.
Während der Zyklus abgearbeitet wird, ist der Drehknopf
für den Drehzahl-Override unwirksam. Der Drehknopf für
den Vorschub-Override ist noch begrenzt aktiv (vom
Maschinenhersteller festgelegt, Maschinenhandbuch
beachten).
Für Rechtsgewinde Spindel mit M3 aktivieren, für Linksge-
winde mit M4.
F: Vorschub mm/min)
S: Spindel-Drehzahl (U/min)
p: Gewindesteigung (mm)