Taschenfraesen (zyklus g75, g76) – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 259
HEIDENHAIN TNC 410, TNC 426, TNC 430
233
8
.4
Zy
k
le
n
z
u
m
F
rä
s
e
n
v
o
n
T
a
s
c
h
e
n
, Za
pf
e
n
und N
u
te
n
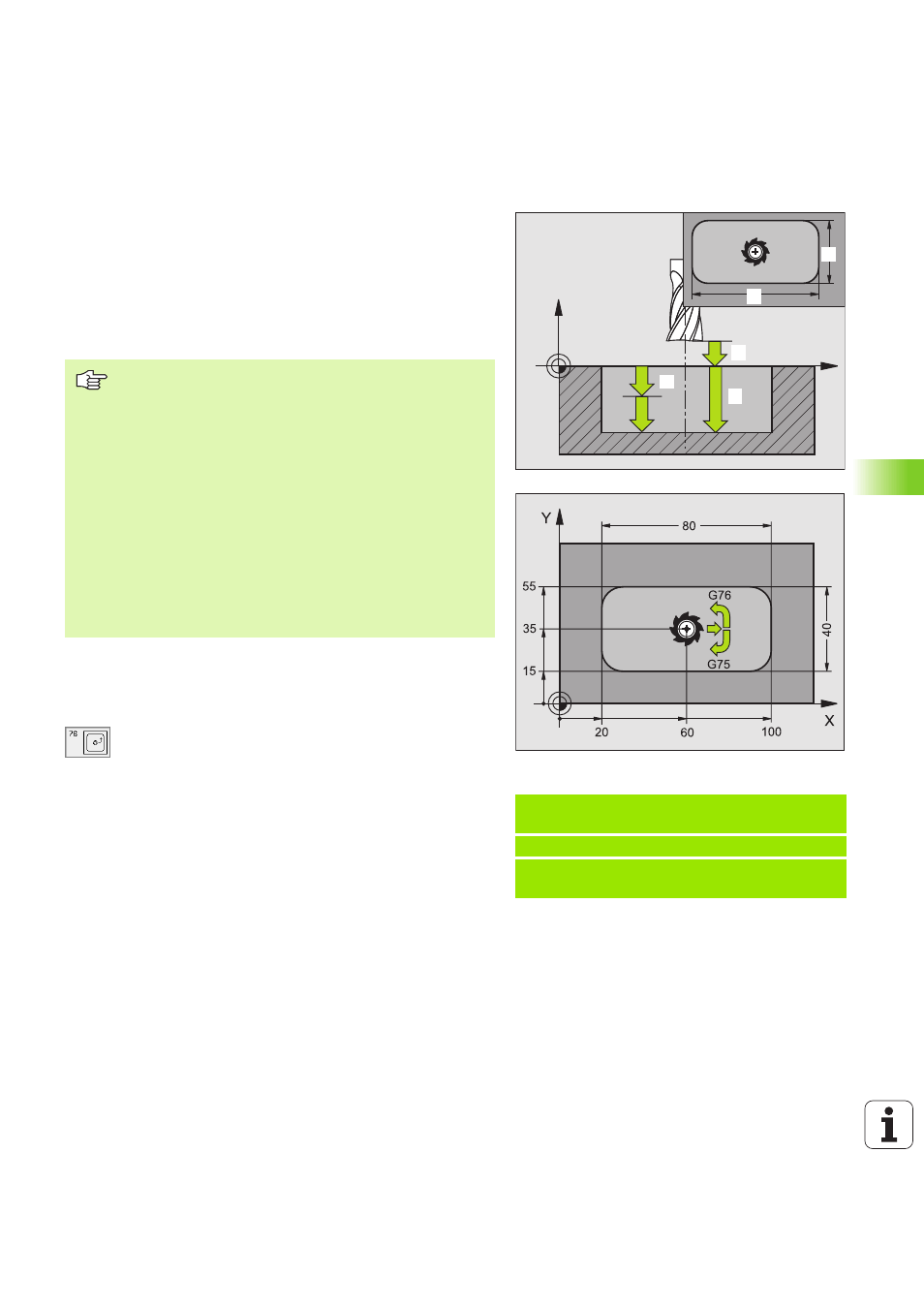
TASCHENFRAESEN (Zyklus G75, G76)
1
Das Werkzeug sticht an der Startposition (Taschenmitte) in das
Werkstück ein und fährt auf die erste Zustell-Tiefe
2
Anschließend fährt das Werkzeug zunächst in die positive Rich-
tung der längeren Seite – bei quadratischen Taschen in die positive
Y-Richtung – und räumt dann die Tasche von innen nach außen aus
3
Dieser Vorgang wiederholt sich (1 bis 2), bis die Tiefe erreicht ist
4
Am Ende des Zyklus fährt die TNC das Werkzeug auf die Startpo-
sition zurück
Drehsinn beim Ausräumen
n
Im Uhrzeigersinn: G75 (DR-)
n
Im Gegen-Uhrzeigersinn: G76 (DR+)
U
U
U
U
Sicherheits-Abstand
1
(inkremental): Abstand Werk-
zeugspitze (Startposition) – Werkstück-Oberfläche
U
U
U
U
Frästiefe
2
(inkremental): Abstand Werkstück-Ober-
fläche – Taschengrund
U
U
U
U
Zustell-Tiefe
3
(inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
n
Zustell-Tiefe und Tiefe gleich sind
n
die Zustell-Tiefe größer als die Tiefe ist
U
U
U
U
Vorschub Tiefenzustellung
: Verfahrgeschwindigkeit
des Werkzeugs beim Einstechen
Beispiel: NC-Sätze
N 2 7 G 75 P0 1 2 P0 2 - 2 0 P0 3 5 P 0 4 1 00
P 05 X+ 8 0 P 06 Y+ 4 0 P0 7 2 7 5 P0 8 5 *
. . .
N 3 5 G 76 P0 1 2 P0 2 - 2 0 P0 3 5 P 0 4 1 00
P 05 X+ 8 0 P 06 Y+ 4 0 P0 7 2 7 5 P 08 5 *
X
Z
11
12
13
14
15
Beachten Sie vor dem Programmieren
Fräser mit einem über Mitte schneidenden Stirnzahn ver-
wenden (DIN 844) oder Vorbohren in der Taschenmitte.
Vorpositionieren über Taschenmitte mit Radiuskorrektur
G40
.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.
Für die 2. Seiten-Länge gilt folgende Bedingung: 2.Seiten-
Länge größer als [(2 x Rundungs-Radius) + Seitliche
Zustellung k].