HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 254
228
8 Programmieren: Zyklen
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
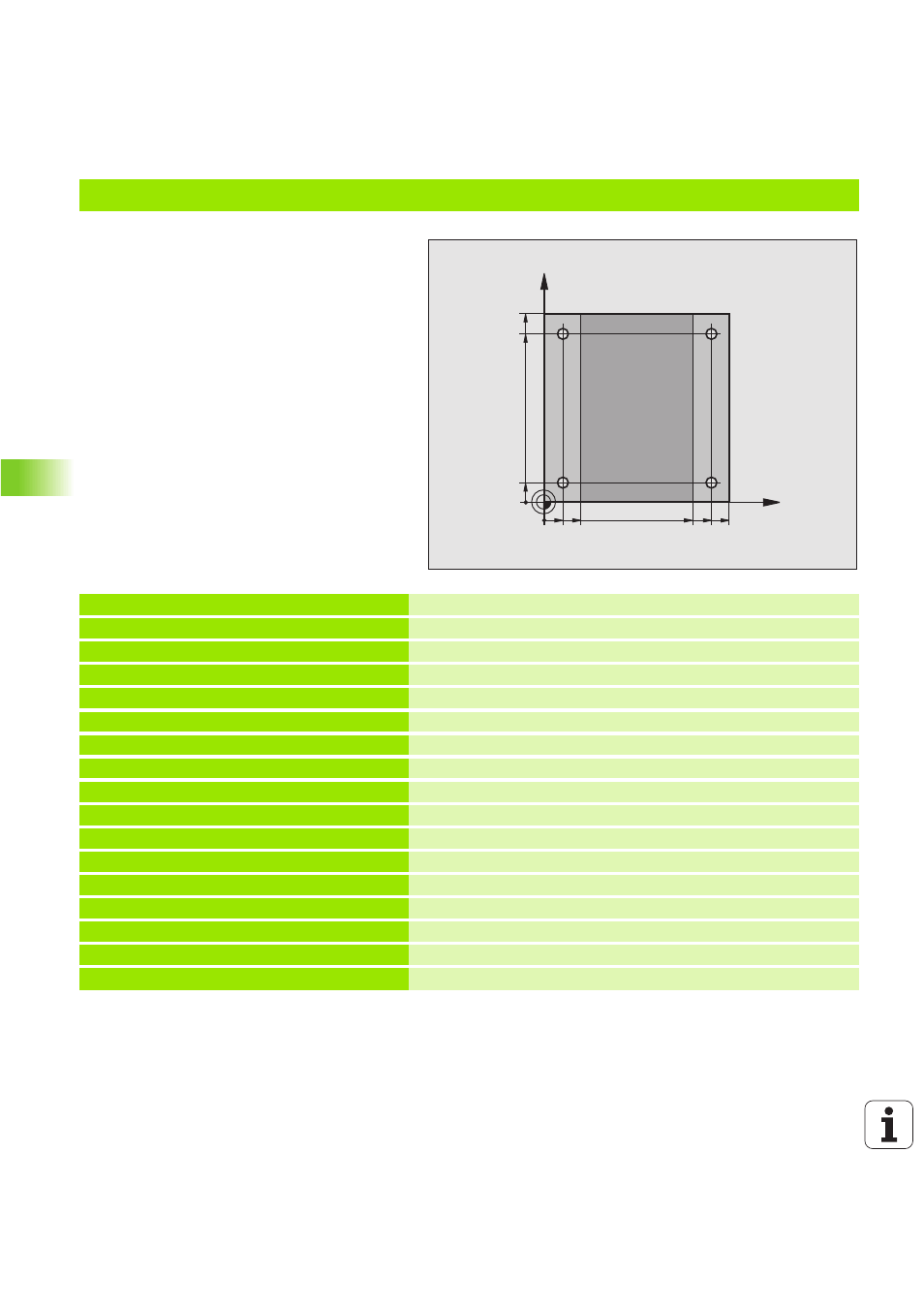
Beispiel: Bohrzyklen
%C 2 00 G7 1 *
N1 0 G 3 0 G 1 7 X +0 Y+ 0 Z - 20 *
Rohteil-Definition
N2 0 G 3 1 G 9 0 X +1 0 0 Y +1 0 0 Z +0 *
N3 0 G 9 9 T 1 L + 0 R +3 *
Werkzeug-Definition
N4 0 T 1 G 1 7 S 4 50 0 *
Werkzeug-Aufruf
N5 0 G 0 0 G 4 0 G 90 Z+ 2 50 *
Werkzeug freifahren
N6 0 G 2 00 Q 20 0 =2 Q2 0 1= - 15 Q2 0 6= 2 50
Zyklus-Definition
Q2 0 2= 5 Q 2 10 = 0 Q 2 03 = 0 Q 20 4 =5 0 *
N7 0 X + 10 Y +1 0 M 3 *
Bohrung 1 anfahren, Spindel einschalten
N8 0 Z - 8 M 9 9 *
Vorpositionieren in der Spindelachse, Zyklus-Aufruf
N9 0 Y + 90 M 99 *
Bohrung 2 anfahren, Zyklus-Aufruf
N1 0 0 Z +2 0 *
Spindelachse freifahren
N1 1 0 X +9 0 *
Bohrung 3 anfahren
N1 2 0 Z -8 M 99 *
Vorpositionieren in der Spindelachse, Zyklus-Aufruf
N1 3 0 Y +1 0 M9 9 *
Bohrung 4 anfahren, Zyklus-Aufruf
N1 4 0 G 00 Z +2 5 0 M 2 *
Werkzeug freifahren, Programm-Ende
N9 9 99 9 9 % C 20 0 G 7 1 *
Zyklus-Aufruf
X
Y
20
10
100
100
10
90
90
80