HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 234
208
8 Programmieren: Zyklen
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
U
U
U
U
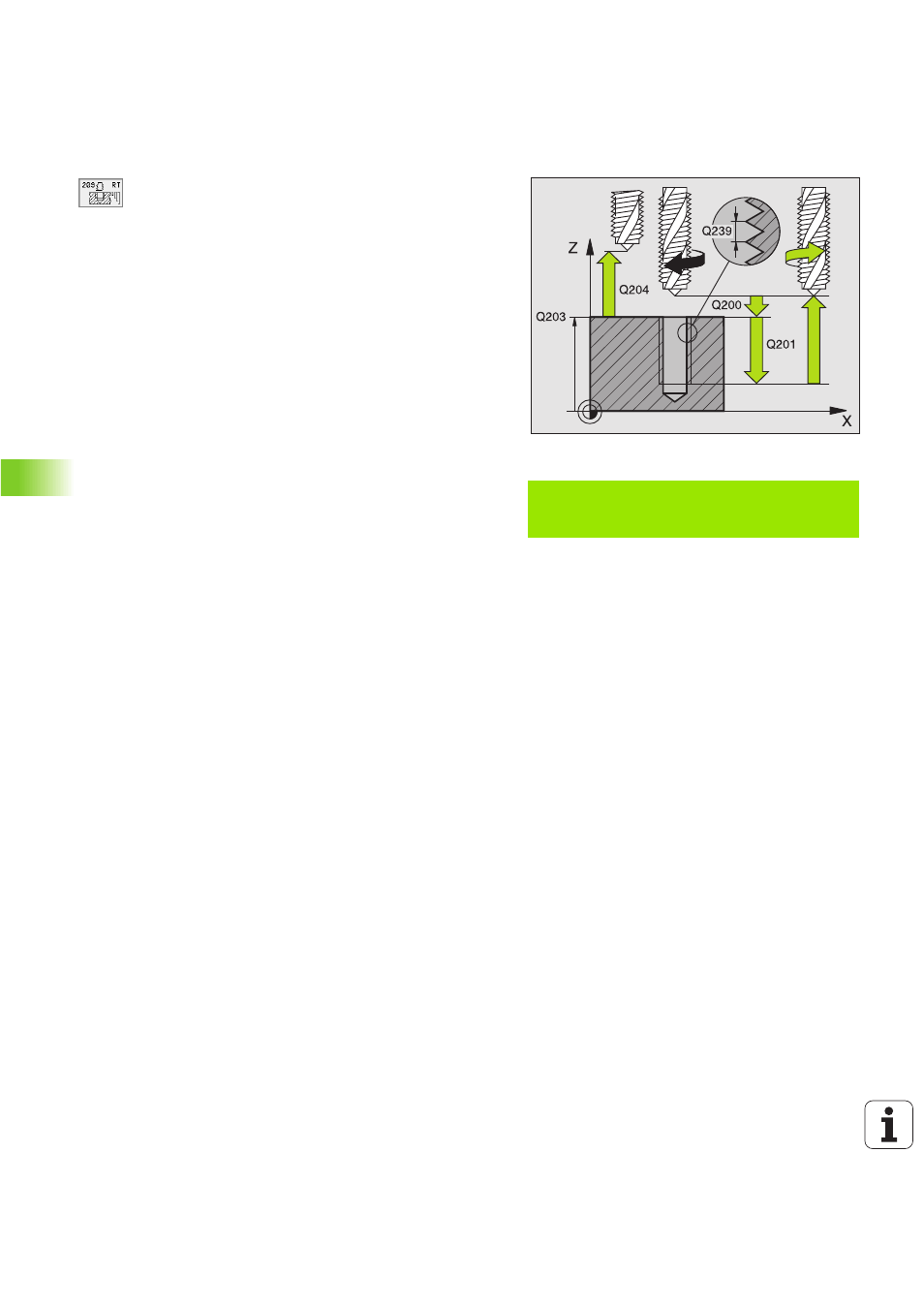
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze (Startposition) – Werkstück-Oberflä-
che
U
U
U
U
Gewindetiefe
Q201 (inkremental): Abstand Werk-
stück-Oberfläche – Gewindeende
U
U
U
U
Gewindesteigung
Q239
Steigung des Gewindes. Das Vorzeichen legt Rechts-
oder Linksgewinde fest:
+= Rechtsgewinde
–= Linksgewinde
U
U
U
U
Koord. Werkstück-Oberfläche
Q203 (absolut): Koordi-
nate Werkstück-Oberfläche
U
U
U
U
2. Sicherheits-Abstand
Q204 (inkremental): Koordi-
nate Spindelachse, in der keine Kollision zwischen
Werkzeug und Werkstück (Spannmittel) erfolgen
kann
U
U
U
U
Bohrtiefe bis Spanbruch
Q257 (inkremental): Zustel-
lung, nachdem die TNC einen Spanbruch durchführt
U
U
U
U
Rückzug bei Spanbruch
Q256: Die TNC multipliziert
die Steigung Q239 mit dem eingegebenen Wert und
fährt das Werkzeug beim Spanbrechen um diesen
errechneten Wert zurück. Wenn Sie Q256 = 0 einge-
ben, dann fährt die TNC zum Entspanen vollständig
aus der Bohrung heraus (auf Sicherheits-Abstand)
U
U
U
U
Winkel für Spindel-Orientierung
Q336 (absolut):
Winkel, auf den die TNC das Werkzeug vor dem
Gewindeschneid-Vorgang positioniert. Dadurch kön-
nen Sie das Gewinde ggf. nachschneiden
Freifahren bei Programm-Unterbrechung
Wenn Sie während des Gewindeschneid-Vorgangs die externe Stopp-
Taste drücken, zeigt die TNC den Softkey MANUELL FREIFAHREN
an. Wenn Sie MANUEL FREIFAHREN drücken, können Sie das Werk-
zeug gesteuert freifahren. Drücken Sie dazu die positive Achsrich-
tungs-Taste der aktiven Spindelachse.
Beispiel: NC-Satz
N 26 G2 0 9 Q 20 0 =2 Q2 0 1= - 20 Q2 3 9= + 1
Q2 0 3= + 25 Q2 0 4= 5 0 Q 25 7 =5 Q2 5 6= + 25
Q3 3 6= 5 0 *