Übersicht sl-zyklen – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 293
Advertising
HEIDENHAIN TNC 410, TNC 426, TNC 430
267
8
.7
S
L-
Z
y
k
le
n
G
rup
pe
I
I (
n
ic
ht
T
N
C
4
1
0
)
n
Die TNC bearbeitet die Kontur durchgehend im Gleichlauf bzw. im
Gegenlauf
Die Maßangaben für die Bearbeitung, wie Frästiefe, Aufmaße und
Sicherheits-Abstand geben Sie zentral im Zyklus G120 als KONTUR-
DATEN ein.
Übersicht SL-Zyklen
Erweiterte Zyklen:
Mit MP7420 legen Sie fest, wohin die TNC das Werkzeug
am Ende der Zyklen G121 bis 124 positioniert.
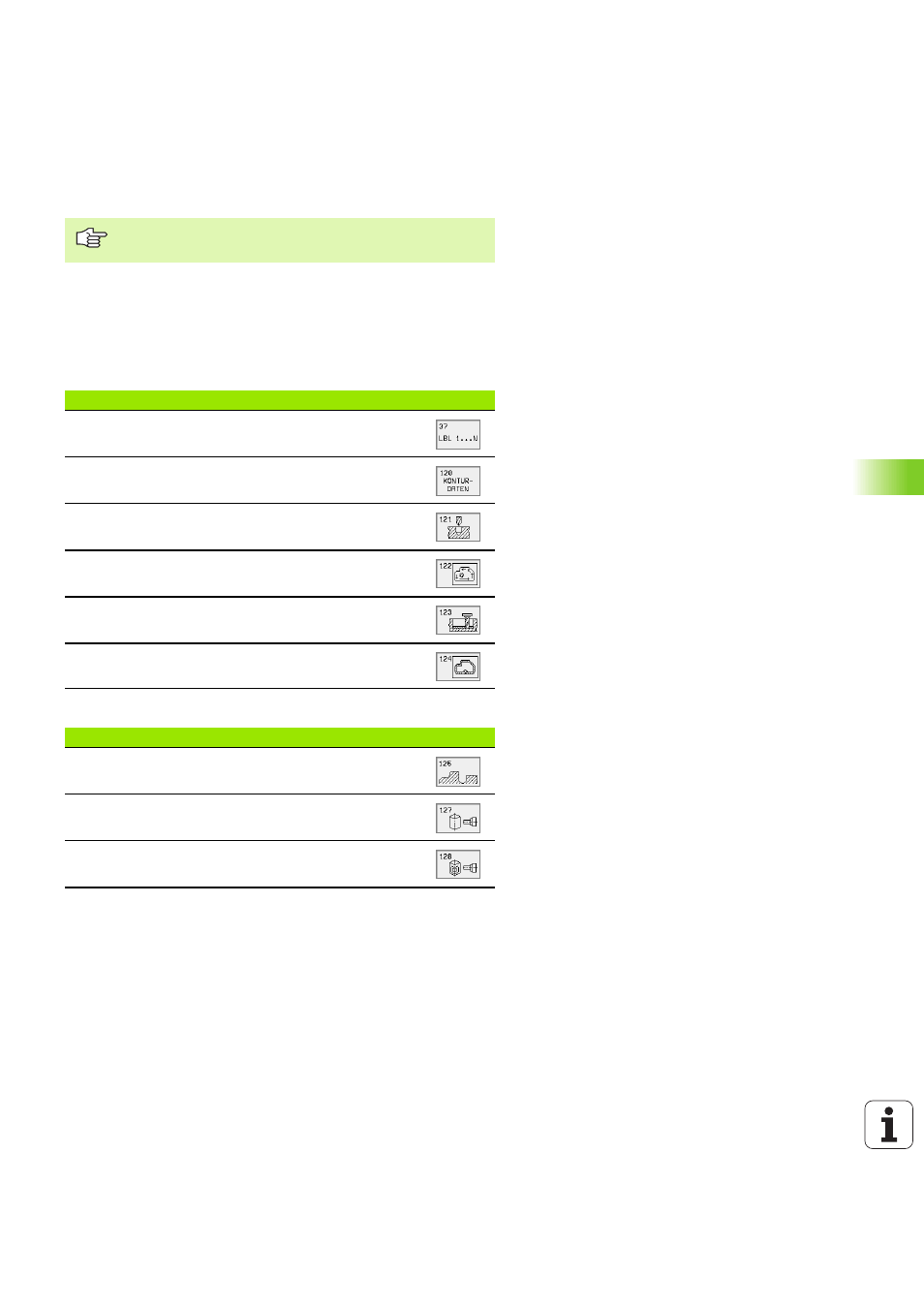
Zyklus
Softkey
G37 KONTUR (zwingend erforderlich)
G120 KONTUR-DATEN (zwingend erforderlich)
G121 VORBOHREN (wahlweise verwendbar)
G122 RAEUMEN (zwingend erforderlich)
G123 SCHLICHTEN TIEFE (wahlweise verwendbar)
G124 SCHLICHTEN SEITE (wahlweise verwendbar)
Zyklus
Softkey
G125 KONTUR-ZUG
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: