HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 310
284
8 Programmieren: Zyklen
8
.7
S
L-
Z
y
k
le
n
G
rup
pe
I
I (
n
ic
ht
T
N
C
4
1
0
)
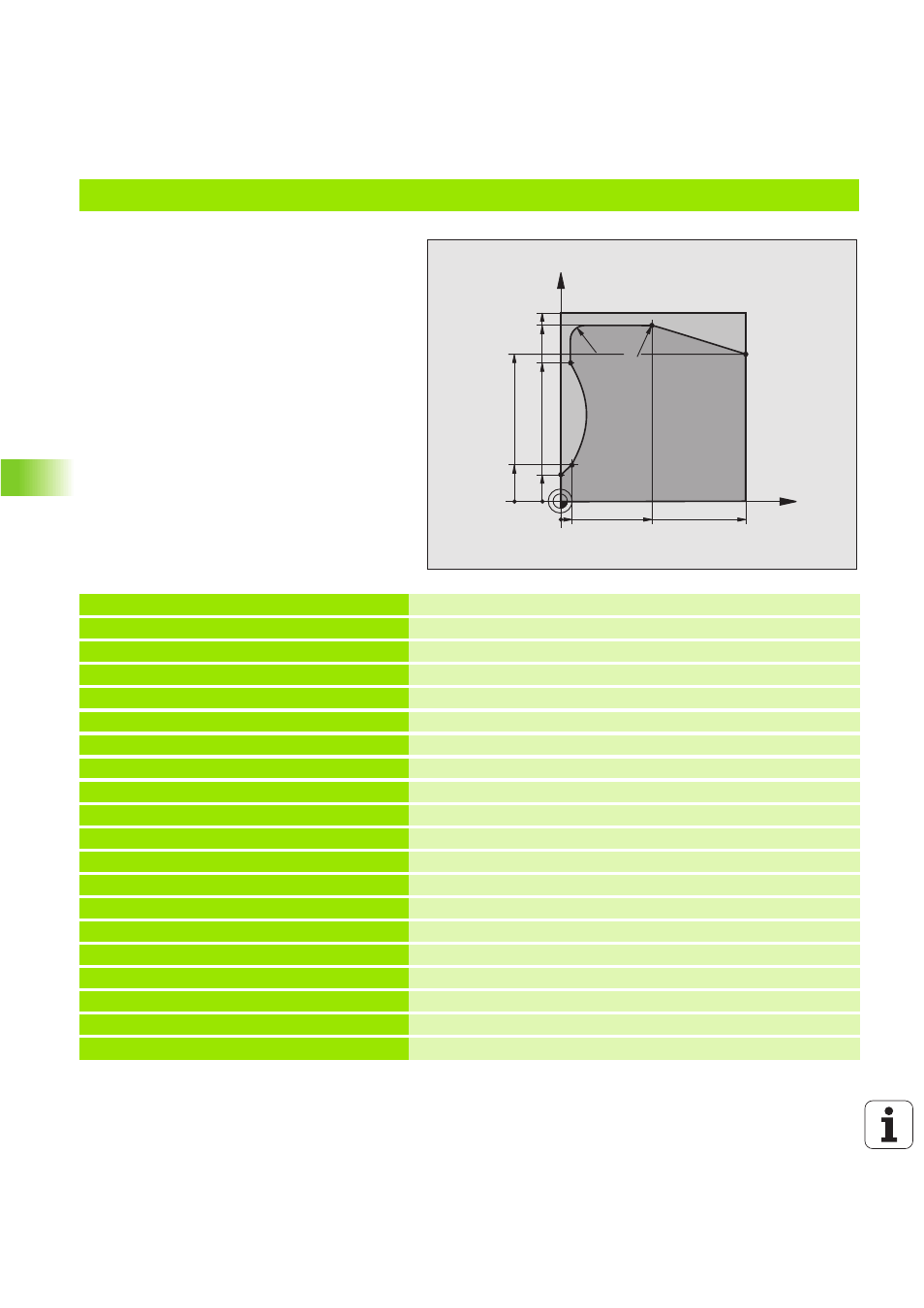
Beispiel: Kontur-Zug
%C 2 5 G 71 *
N1 0 G 3 0 G 1 7 X +0 Y+ 0 Z - 40 *
Rohteil-Definition
N2 0 G 3 1 G 9 0 X +1 0 0 Y +1 0 0 Z +0 *
N3 0 G 9 9 T 1 L + 0 R +1 0 *
Werkzeug-Definition
N5 0 T 1 G 1 7 S 2 00 0 *
Werkzeug-Aufruf
N6 0 G 0 0 G 4 0 G 90 Z+ 2 50 *
Werkzeug freifahren
N7 0 G 3 7 P 0 1 1 *
Kontur-Unterprogramm festlegen
N8 0 G 1 25 Q 1= - 20 Q3 = +0 Q5 = +0 Q7 = +2 5 0
Bearbeitungs-Parameter festlegen
Q 1 0= + 5 Q 11 = 10 0 Q1 2 =2 0 0 Q 15 = +1 *
N9 0 G 7 9 M 3 *
Zyklus-Aufruf
N1 0 0 G 00 G 90 Z+ 2 50 M2 *
Werkzeug freifahren, Programm-Ende
N1 1 0 G 98 L 1 *
Kontur-Unterprogramm
N1 2 0 G 01 G 41 X+ 0 Y + 15 *
N1 3 0 X +5 Y +2 0 *
N1 4 0 G 06 X +5 Y+ 7 5 *
N1 5 0 G 01 Y +9 5 *
N1 6 0 G 25 R 7, 5 *
N1 7 0 X +5 0 *
N1 8 0 G 25 R 7, 5 *
N1 9 0 X +1 0 0 Y + 80 *
X
Y
5
20
100
100
80
50
95
75
15
R
7,5
R
7,5