HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 177
HEIDENHAIN TNC 410, TNC 426, TNC 430
151
7.
3
Zus
a
tz
-F
u
nk
ti
on
e
n
f
ü
r K
o
or
di
na
te
n
a
nga
be
n
Wirkung
M91 und M92 wirken nur in den Programmsätzen, in denen M91 oder
M92 programmiert ist.
M91 und M92 werden wirksam am Satz-Anfang.
Werkstück-Bezugspunkt
Wenn sich Koordinaten immer auf den Maschinen-Nullpunkt beziehen
sollen, dann kann das Bezugspunkt-Setzen für eine oder mehrere Ach-
sen gesperrt werden; (siehe „Allgemeine Anwenderparameter” auf
Seite 424).
Wenn das Bezugspunkt-Setzen für alle Achsen gesperrt ist, dann zeigt
die TNC den Softkey BEZUGSPUNKT SETZEN in der Betriebsart
Manueller Betrieb nicht mehr an.
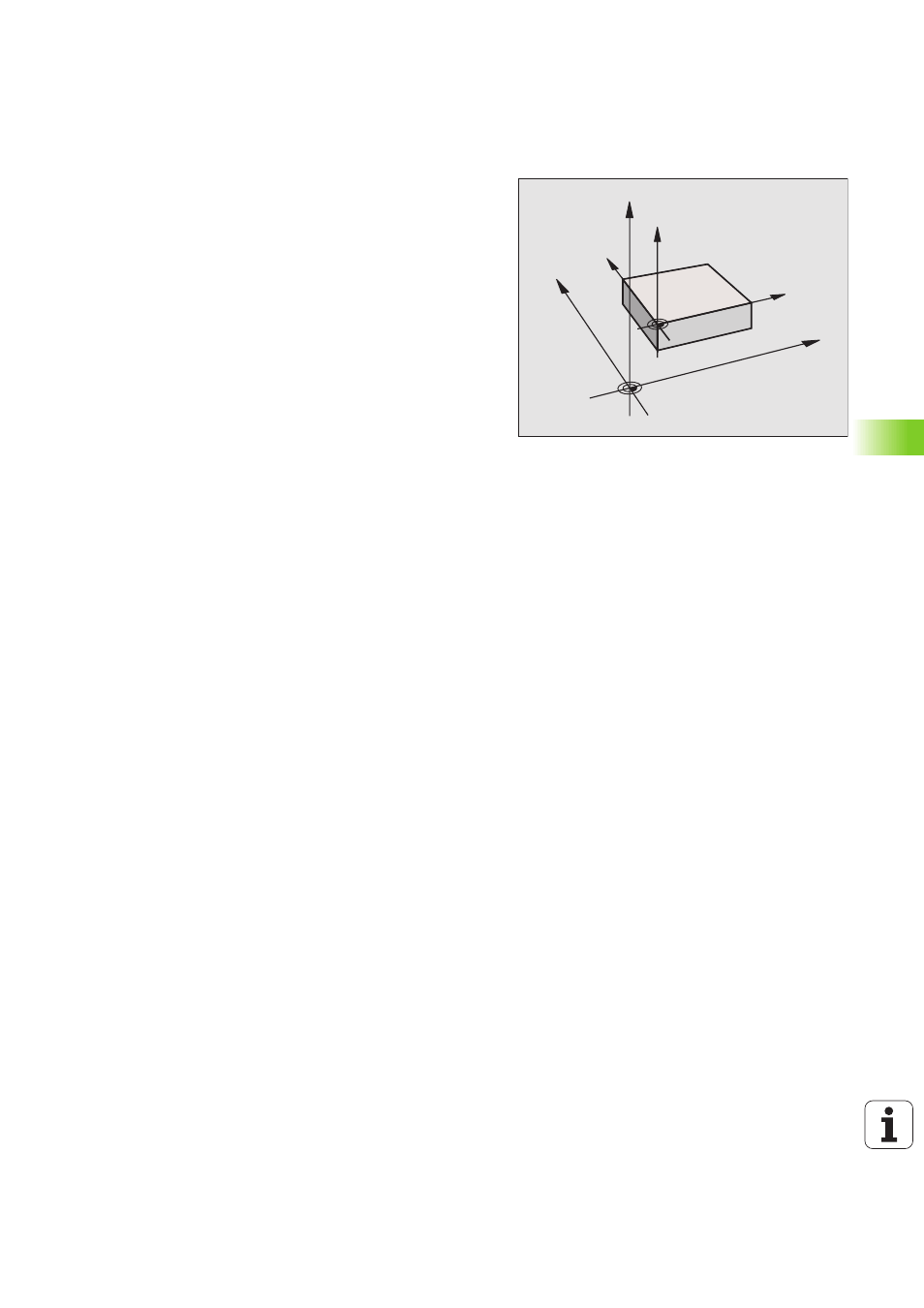
Das Bild rechts zeigt Koordinatensysteme mit Maschinen- und Werk-
stück-Nullpunkt.
M91/M92 in der Betriebsart Programm-Test
Um M91/M92-Bewegungen auch grafisch simulieren zu können, müs-
sen Sie die Arbeitsraum-Überwachung aktivieren und das Rohteil
bezogen auf den gesetzten Bezugspunkt anzeigen lassen, siehe „Roh-
teil im Arbeitsraum darstellen (nicht TNC 410)”, Seite 410.
Z
X
Y
Z
Y
X
M