Zylinder-mantel nutenfräsen (zyklus g128), G128 zylinder-mantel nutenfräsen – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 306
280
8 Programmieren: Zyklen
8
.7
S
L-
Z
y
k
le
n
G
rup
pe
I
I (
n
ic
ht
T
N
C
4
1
0
)
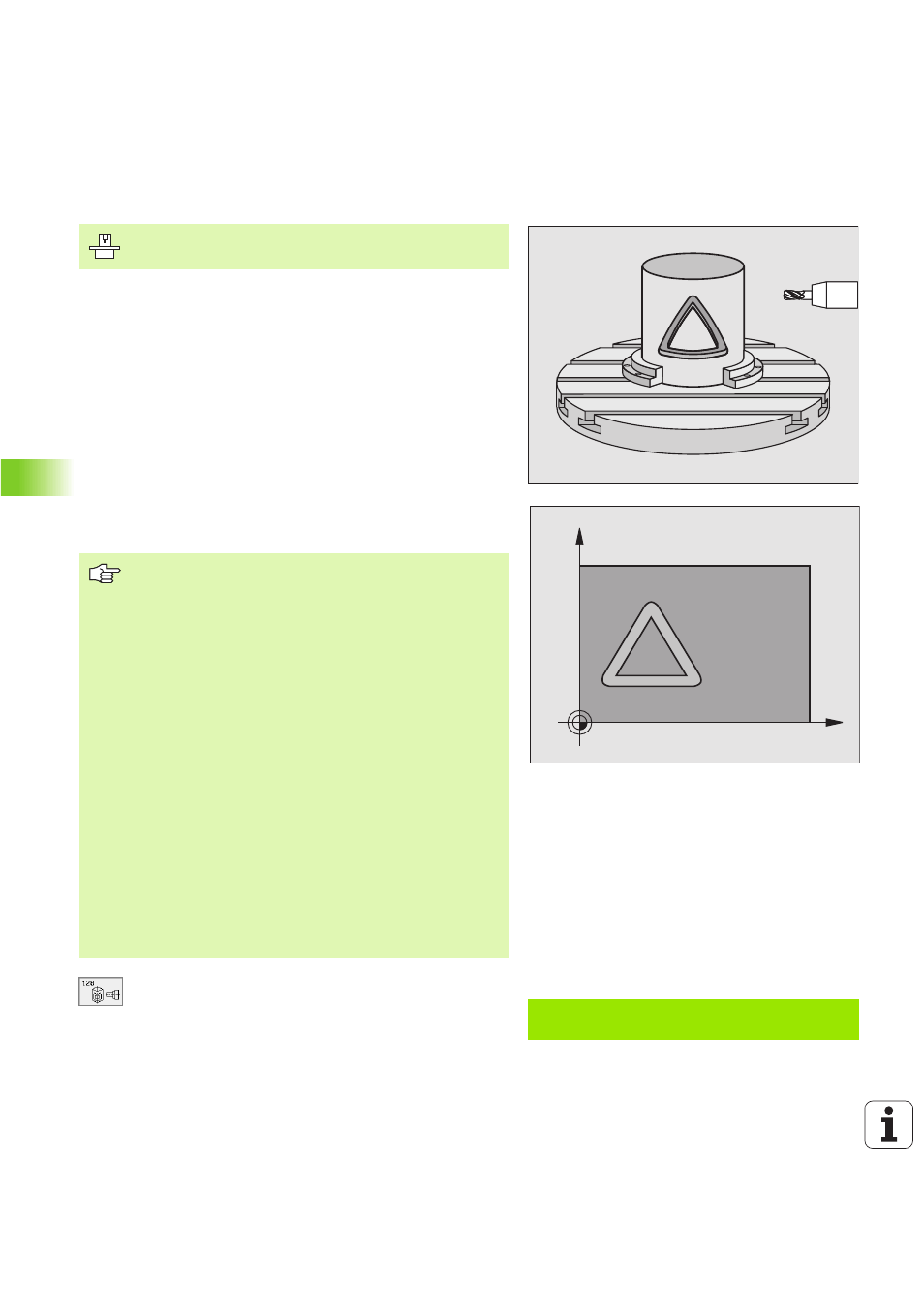
ZYLINDER-MANTEL Nutenfräsen (Zyklus G128)
Mit diesem Zyklus können Sie eine auf der Abwicklung definierte
Führungsnut auf den Mantel eines Zylinders übertragen. Im Gegen-
satz zum Zyklus G127, stellt die TNC das Werkzeug bei diesem Zyklus
so an, dass die Wände bei aktiver Radiuskorrektur immer parallel
zueinander verlaufen. Programmieren Sie die Mittelpunktsbahn der
Kontur.
1
Die TNC positioniert das Werkzeug über den Einstichpunkt
2
In der ersten Zustelltiefe fräst das Werkzeug mit dem Fräsvor-
schub Q12 entlang der Nutwand; dabei wird das Schlichtaufmaß
Seite berücksichtigt
3
Am Konturende versetzt die TNC das Werkzeug an die gegenüber-
liegende Nutwand und fährt zurück zum Einstichpunkt
4
Die Schritte 2 und 3 wiederholen sich, bis die programmierte
Frästiefe Q1 erreicht ist
5
Anschließend fährt das Werkzeug auf Sicherheitsabstand
U
U
U
U
Frästiefe
Q1 (inkremental): Abstand zwischen Zylin-
der-Mantel und Konturgrund
U
U
U
U
Schlichtaufmaß Seite
Q3 (inkremental): Schlichtauf-
maß in der Ebene der Mantel-Abwicklung; das Auf-
maß wirkt in der Richtung der Radiuskorrektur
C
Z
Maschine und TNC müssen vom Maschinenhersteller vor-
bereitet sein.
Beachten Sie vor dem Programmieren
Der Speicher für einen SL-Zyklus ist begrenzt. Sie können
in einem SL-Zyklus z.B. maximal 256 Geraden-Sätze pro-
grammieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.
Fräser mit einem über Mitte schneidenden Stirnzahn ver-
wenden (DIN 844).
Der Zylinder muss mittig auf dem Rundtisch aufgespannt
sein.
Die Spindelachse muss senkrecht zur Rundtisch-Achse
verlaufen. Wenn dies nicht der Fall ist, dann gibt die TNC
eine Fehlermeldung aus.
Diesen Zyklus können Sie auch bei geschwenkter Bearbei-
tungsebene ausführen.
Die TNC überprüft, ob die korrigierte und unkorrigierte
Bahn des Werkzeugs innerhalb des Anzeige-Bereichs der
Drehachse liegt (im Maschinen-Parameter 810.x definiert
ist). Bei Fehlermeldung „Kontur-Programmierfehler“ ggf.
MP 810.x = 0 setzen.
Beispiel: NC-Satz
N 63 G1 2 8 Q 1= - 8 Q 3= + 0 Q 6= + 0 Q 10 = +3 Q1 1 = 10 0
Q1 2 =3 5 0 Q 16 = 25 Q1 7 =0 Q2 0 =1 2 *