Kreisbahn g02/g03/g05 um kreismittelpunkt i, j, G02 g03, J , k oder zusätzlich kreisradius r – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 157: Kreisbahn entsprechend aktiver drehrichtung, Koordinaten des kreis-endpunkts und kreisradius r
HEIDENHAIN TNC 410, TNC 426, TNC 430
131
6
.4
B
a
hnb
e
w
e
gun
ge
n
–
r
e
c
h
tw
in
k
li
g
e
K
oor
di
n
a
te
n
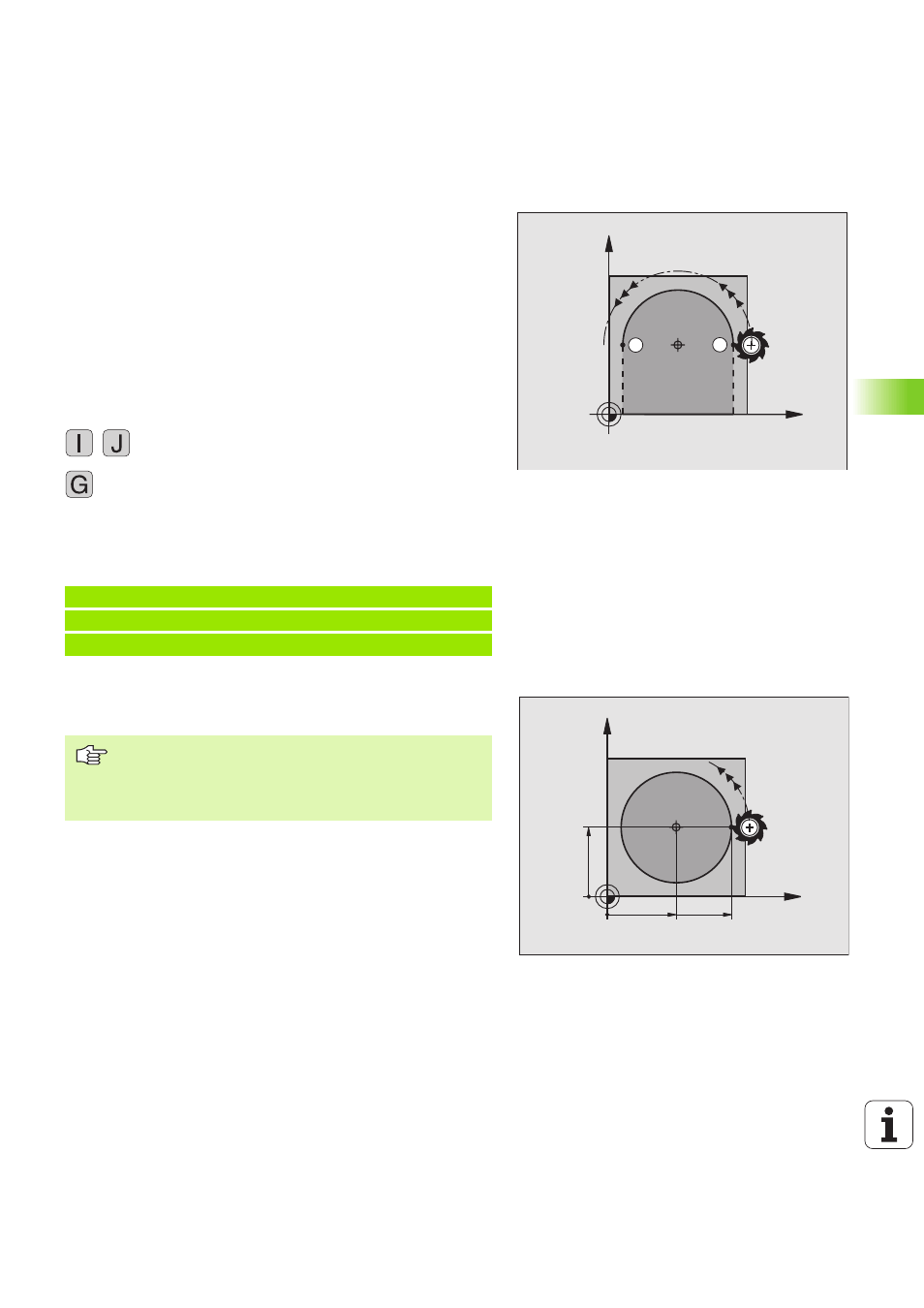
Kreisbahn G02/G03/G05 um Kreismittelpunkt I, J
Legen Sie den Kreismittelpunkt I, J fest, bevor Sie die Kreisbahn pro-
grammieren. Die zuletzt programmierte Werkzeug-Position vor der
Kreisbahn ist der Startpunkt der Kreisbahn.
Drehsinn
n
Im Uhrzeigersinn: G02
n
Im Gegen-Uhrzeigersinn: G03
n
Ohne Drehrichtungs-Angabe: G05. Die TNC fährt die Kreisbahn mit
der zuletzt programmierten Drehrichtung
Programmierung
U
U
U
U
Werkzeug auf den Startpunkt der Kreisbahn fahren
U
U
U
U
Koordinaten des Kreismittelpunkts eingeben
U
U
U
U
Koordinaten des Kreisbogen-Endpunkts eingeben
Falls nötig:
U
U
U
U
Vorschub F
U
U
U
U
Zusatz-Funktion M
NC-Beispielsätze
Vollkreis
Programmieren Sie für den Endpunkt die gleichen Koordinaten wie für
den Startpunkt.
N 5 0 I +2 5 J + 25 *
N 6 0 G 01 G4 2 X + 45 Y+ 2 5 F 20 0 M 3 *
N 7 0 G 03 X+ 4 5 Y +2 5 *
Start- und Endpunkt der Kreisbewegung müssen auf der
Kreisbahn liegen.
Eingabe-Toleranz: bis 0,016 mm (über MP7431 wählbar,
nicht bei TNC 410)
S
E
X
Y
I,J
3
X
Y
25=I
45
25=J
CC