Gerade im eilgang g10, gerade mit vorschub g11 f, Kreisbahn g12/g13/g15 um pol i, j, Gerade im vorschub gerade im eilgang – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 166: G10 g11, Polarradius, polarwinkel des geraden-endpunkts, G12 g13, Polarwinkel des kreisendpunkts, Kreisbahn entsprechend aktiver drehrichtung
140
6 Programmieren: Konturen programmieren
6
.5
B
a
h
nbe
w
e
g
ung
e
n
–
P
o
la
rk
oor
di
n
a
te
n
Gerade im Eilgang G10
Gerade mit Vorschub G11 F . . .
Das Werkzeug fährt auf einer Geraden von seiner aktuellen Position
zum Endpunkt der Geraden. Der Startpunkt ist der Endpunkt des vor-
angegangenen Satzes.
Programmierung
U
U
U
U
Polarkoordinaten-Radius R: Abstand des Geraden-
Endpunkts zum Pol I, J eingeben
U
U
U
U
Polarkoordinaten-Winkel H: Winkelposition des Gera-
den-Endpunkts zwischen –360° und +360°
Das Vorzeichen von H ist durch die Winkel-Bezugsachse festgelegt:
n
Winkel von der Winkel-Bezugsachse zu R gegen den Uhrzeigersinn:
H >0
n
Winkel von der Winkel-Bezugsachse zu R im Uhrzeigersinn: H<0
NC-Beispielsätze
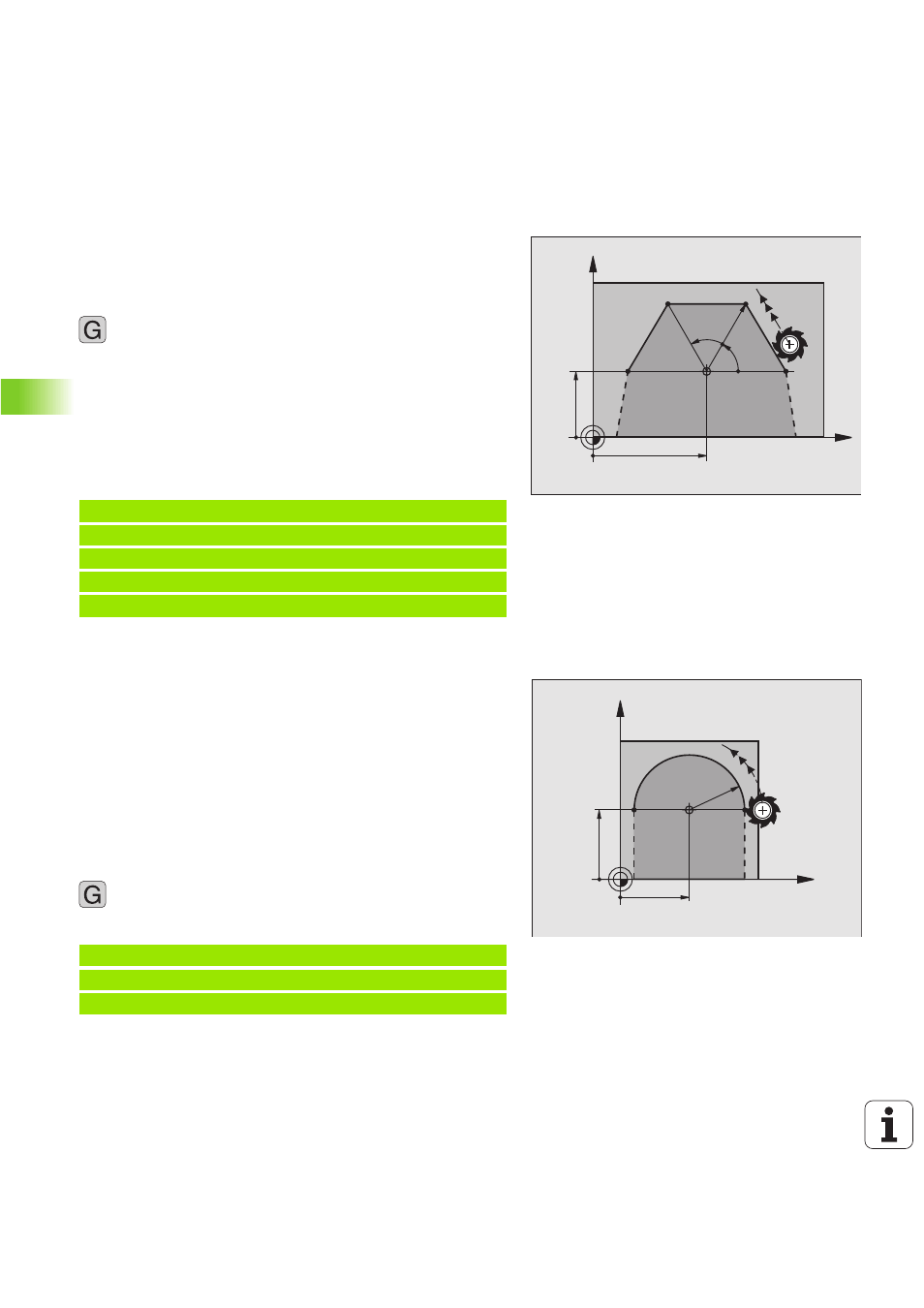
Kreisbahn G12/G13/G15 um Pol I, J
Der Polarkoordinaten-Radius R ist gleichzeitig Radius des Kreisbogens.
R ist durch den Abstand des Startpunkts zum Pol I, J festgelegt. Die
zuletzt programmierte Werkzeug-Position vor dem G12-, G13- oder G15-
Satz ist der Startpunkt der Kreisbahn.
Drehsinn
n
Im Uhrzeigersinn: G12
n
Im Gegen-Uhrzeigersinn: G13
n
Ohne Drehrichtungs-Angabe: G15. Die TNC fährt die Kreisbahn mit
der zuletzt programmierten Drehrichtung
Programmierung
U
U
U
U
Polarkoordinaten-Winkel H: Winkelposition des Kreis-
bahn-Endpunkts zwischen –5400° und +5400°
NC-Beispielsätze
N1 2 0 I +4 5 J+ 4 5 *
N1 3 0 G 11 G 42 R+ 3 0 H +0 F3 0 0 M 3 *
N1 4 0 H +6 0 *
N1 5 0 G 91 H +6 0 *
N1 6 0 G 90 H +1 8 0 *
X
Y
45
25
60°
60°
3
0
CC
11
N1 8 0 I +2 5 J+ 2 5 *
N1 9 0 G 11 G 42 R+ 2 0 H +0 F2 5 0 M 3 *
N2 0 0 G 13 H +1 8 0 *
X
Y
25=I
25=J
R2
0
13