HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 323
HEIDENHAIN TNC 410, TNC 426, TNC 430
297
8
.9
Zy
k
le
n
z
u
r
K
oor
di
n
a
te
n-
U
m
re
c
hnu
ng
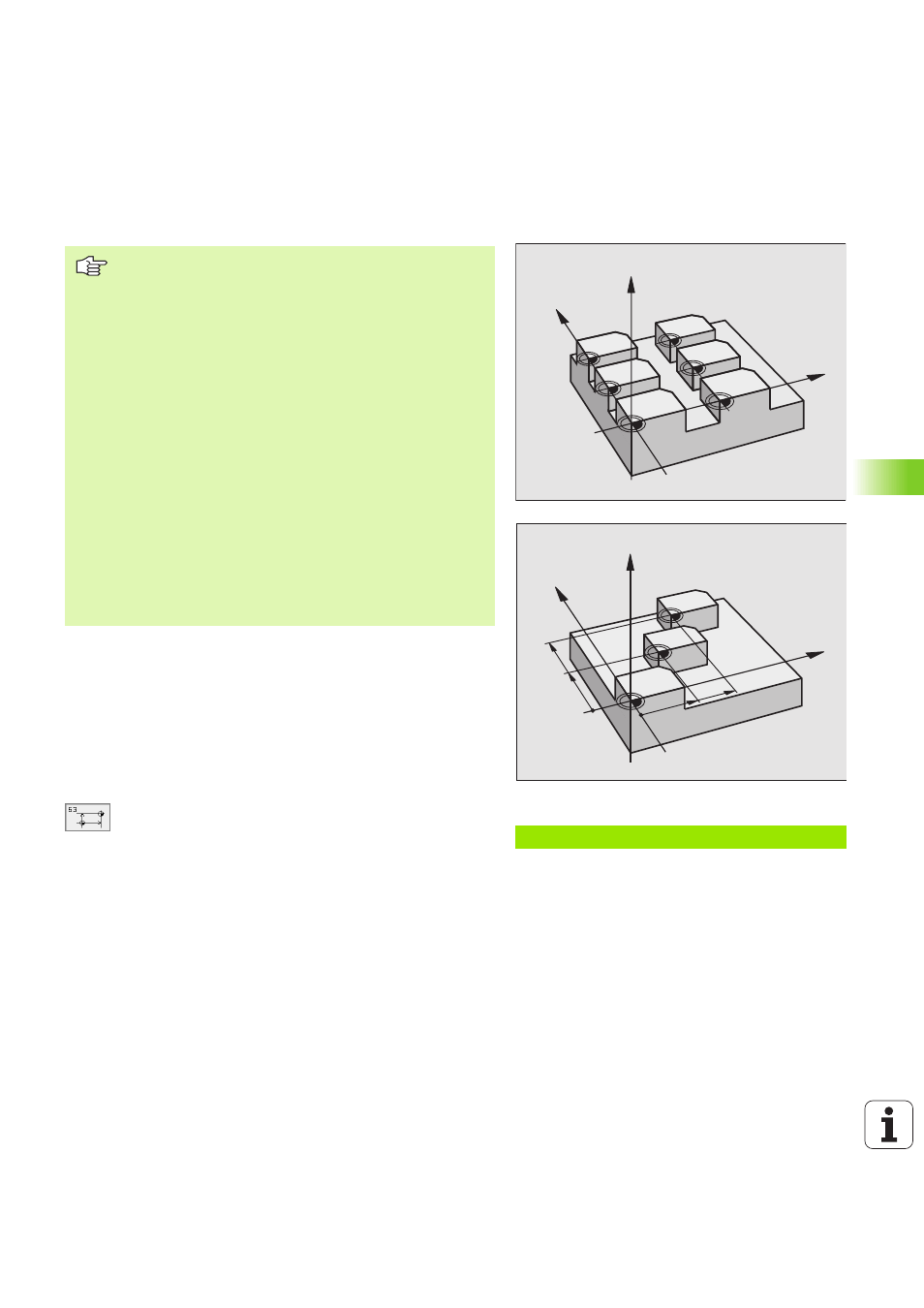
NULLPUNKT-Verschiebung mit Nullpunkt-
Tabellen (Zyklus G53)
Anwendung
Nullpunkt-Tabellen setzen Sie z.B. ein bei
n
häufig wiederkehrenden Bearbeitungsgängen an verschiedenen
Werkstück-Positionen oder
n
häufiger Verwendung derselben Nullpunktverschiebung
Innerhalb eines Programms können Sie Nullpunkte sowohl direkt in
der Zyklus-Definition programmieren als auch aus einer Nullpunkt-
Tabelle heraus aufrufen.
U
U
U
U
Verschiebung
: Nummer des Nullpunktes aus der Null-
punkt-Tabelle oder einen Q-Parameter eingeben;
Wenn Sie einen Q-Parameter eingeben, dann aktiviert
die TNC die Nullpunkt-Nummer, die im Q-Parameter
steht
Rücksetzen
n
Aus der Nullpunkt-Tabelle Verschiebung zu den Koordinaten
X=0; Y=0 etc. aufrufen
n
Verschiebung zu den Koordinaten X=0; Y=0 etc. direkt mit einer
Zyklus-Definition aufrufen
Beispiel: NC-Sätze
N 7 2 G 53 P0 1 1 2 *
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
Nullpunkte aus der Nullpunkt-Tabelle können sich auf den
aktuellen Bezugspunkt oder den Maschinen-Nullpunkt
beziehen (abhängig von Maschinen-Parameter 7475)
Die Koordinaten-Werte aus Nullpunkt-Tabellen sind aus-
schließlich absolut wirksam.
Nicht TNC 410:
Um eine Nullpunkt-Tabelle anzuwenden, müssen Sie die
gewünschte Nullpunkt-Tabelle vor dem Programm-Test
oder dem Programm-Lauf aktivieren (gilt auch für die Pro-
grammier-Grafik):
n
Gewünschte Tabelle für Programm-Test in der
Betriebsart Programm-Test über die Datei-Verwaltung
wählen: Tabelle erhält den Status S
n
Gewünschte Tabelle für den Programmlauf in einer
Programmlauf-Betriebsart über die Datei-Verwaltung
wählen: Tabelle erhält den Status M
n
Neue Zeilen können Sie nur am Tabellen-Ende einfügen
n
Verwenden Sie nur eine Nullpunkt-Tabelle, somit ver-
meiden Sie Verwechslungen beim Aktivieren in den Pro-
grammlauf-Betriebsarten