10 .1 0 p ro g ra m m ier -b ei s p ie le – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 384
358
10 Programmieren: Q-Parameter
10
.1
0 P
ro
g
ra
m
m
ier
-B
ei
s
p
ie
le
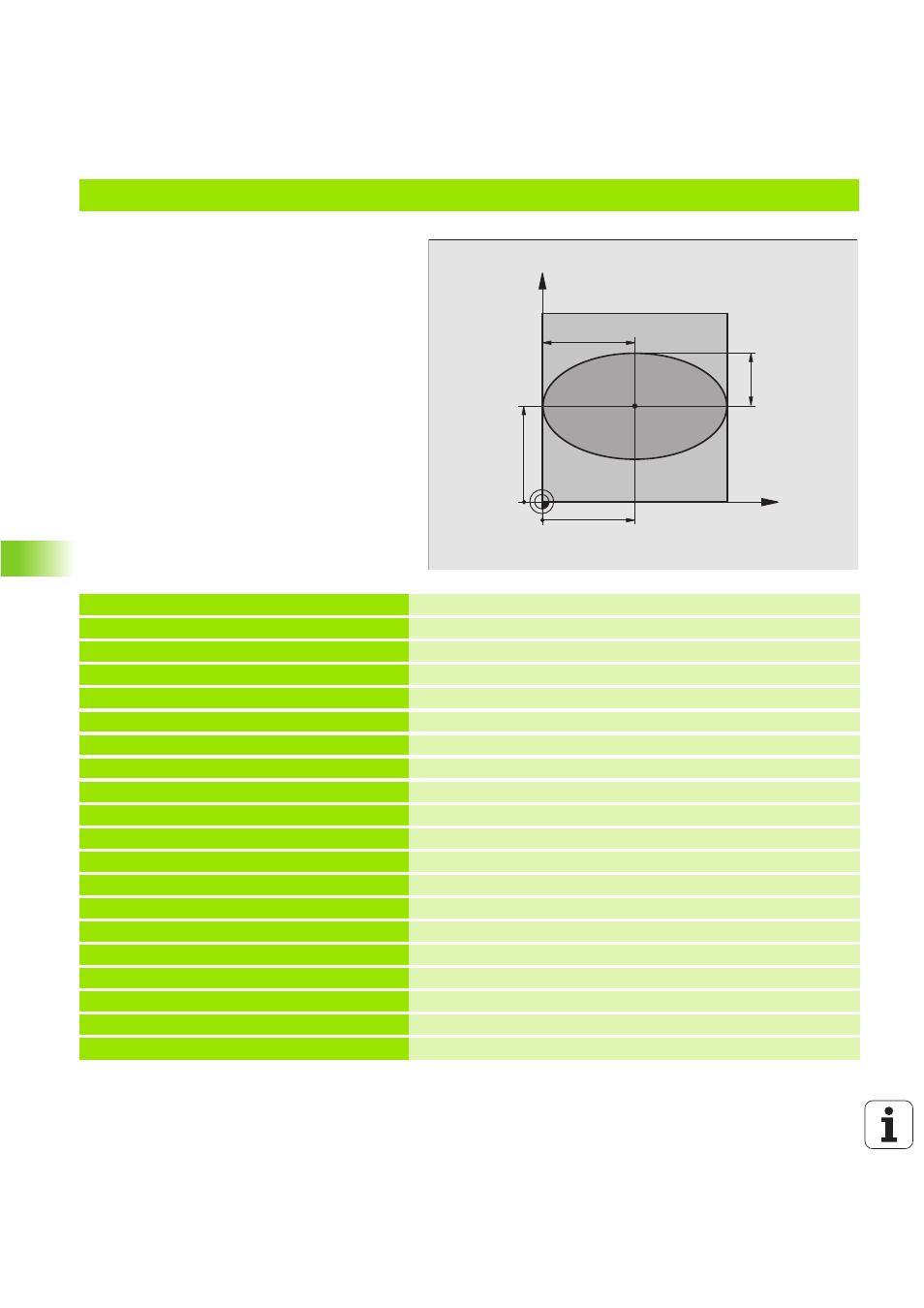
Beispiel: Ellipse
Programm-Ablauf
n
Die Ellipsen-Kontur wird durch viele kleineGera-
denstücke angenähert (über Q7 definierbar). Je
mehr Berechnungsschritte definiert sind, desto
glatter wird die Kontur
n
Die Fräsrichtung bestimmen Sie über den Start-
und Endwinkel in der Ebene:
Bearbeitungsrichtung im Uhrzeigersinn:
Startwinkel > Endwinkel
Bearbeitungsrichtung im Gegen-Uhrzeigersinn:
Startwinkel < Endwinkel
n
Werkzeug-Radius wird nicht berücksichtigt
%E L LI P SE G 71 *
N1 0 D 0 0 Q 1 P 0 1 + 50 *
Mitte X-Achse
N2 0 D 0 0 Q 2 P 0 1 + 50 *
Mitte Y-Achse
N3 0 D 0 0 Q 3 P 0 1 + 50 *
Halbachse X
N4 0 D 0 0 Q 4 P 0 1 + 30 *
Halbachse Y
N5 0 D 0 0 Q 5 P 0 1 + 0 *
Startwinkel in der Ebene
N6 0 D 0 0 Q 6 P 0 1 + 36 0 *
Endwinkel in der Ebene
N7 0 D 0 0 Q 7 P 0 1 + 40 *
Anzahl der Berechnungs-Schritte
N8 0 D 0 0 Q 8 P 0 1 + 30 *
Drehlage der Ellipse
N9 0 D 0 0 Q 9 P 0 1 + 5 *
Frästiefe
N1 0 0 D 00 Q 10 P0 1 + 1 00 *
Tiefenvorschub
N1 1 0 D 00 Q 11 P0 1 + 3 50 *
Fräsvorschub
N1 2 0 D 00 Q 12 P0 1 + 2 *
Sicherheits-Abstand für Vorpositionierung
N1 3 0 G 30 G 17 X+ 0 Y + 0 Z -2 0 *
Rohteil-Definition
N1 4 0 G 31 G 90 X+ 1 00 Y+ 1 00 Z+ 0 *
N1 5 0 G 99 T 1 L +0 R+ 2 ,5 *
Werkzeug-Definition
N1 6 0 T 1 G 1 7 S 40 0 0 *
Werkzeug-Aufruf
N1 7 0 G 00 G 40 G9 0 Z + 25 0 *
Werkzeug freifahren
N1 8 0 L 10 , 0 *
Bearbeitung aufrufen
N1 9 0 G 00 Z +2 5 0 M 2 *
Werkzeug freifahren, Programm-Ende
X
Y
50
50
30
50