HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 312
286
8 Programmieren: Zyklen
8
.7
S
L-
Z
y
k
le
n
G
rup
pe
I
I (
n
ic
ht
T
N
C
4
1
0
)
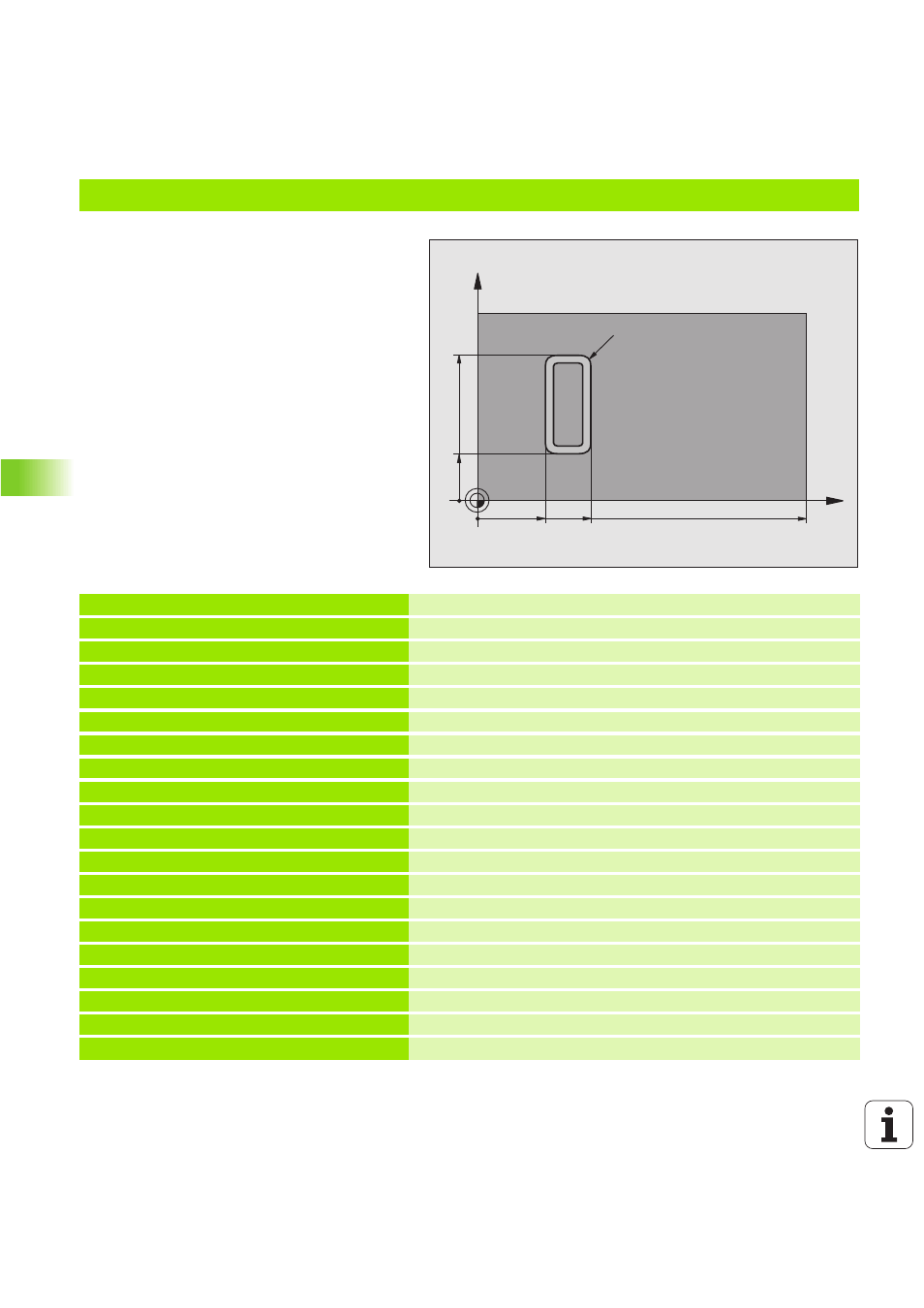
Beispiel: Zylinder-Mantel
Hinweis:
n
Zylinder mittig auf Rundtisch aufgespannt
n
Bezugspunkt liegt in der Rundtisch-Mitte
%C 2 7 G 71 *
N1 0 G 9 9 T 1 L + 0 R +3 , 5 *
Werkzeug-Definition
N2 0 T 1 G 1 8 S 2 00 0 *
Werkzeug-Aufruf, Werkzeug-Achse Y
N3 0 G 0 0 G 4 0 G 90 Y+ 2 50 *
Werkzeug freifahren
N4 0 G 3 7 P 0 1 1 *
Kontur-Unterprogramm festlegen
N5 0 G 1 27 Q 1= - 7 Q 3= + 0 Q 6= + 2 Q 10 = +4
Bearbeitungs-Parameter festlegen
Q 1 1= 1 00 Q1 2 =2 5 0 Q 1 6= 2 5 *
N6 0 C + 0 M 3 *
Rundtisch vorpositionieren
N7 0 G 7 9 *
Zyklus-Aufruf
N8 0 G 0 0 G 9 0 Y +2 5 0 M 2 *
Werkzeug freifahren, Programm-Ende
N9 0 G 9 8 L 1 *
Kontur-Unterprogramm
N1 0 0 G 01 G 41 C+ 9 1, 7 2 Z +2 0 *
Angaben in der Drehachse in Grad;
N1 1 0 C +1 1 4 ,6 5 Z + 20 *
Zeichnungsmaße umgerechnet von mm in Grad (157 mm = 360°)
N1 2 0 G 25 R 7, 5 *
N1 3 0 G 91 Z +4 0 *
N1 4 0 G 90 G 25 R7 , 5 *
N1 5 0 G 91 C -4 5 ,8 6 *
N1 6 0 G 90 G 25 R7 , 5 *
N1 7 0 Z +2 0 *
N1 8 0 G 25 R 7, 5 *
C
Z
157
60
30
20
R
7,
5
50