4 nichtlineare achsfehler-kompensation – HEIDENHAIN TNC 407 (243 020) Technical Manual Benutzerhandbuch
Seite 152
1.6.4 Nichtlineare Achsfehler-Kompensation
Bedingt durch die Konstruktion der Maschine oder äußere Einflüsse (z. B. Temperatur) kann ein
nichtlinearer Achsfehler auftreten.
Ein solcher Achsfehler wird üblicherweise über ein Vergleichs-Meßgerät (z. B. HEIDENHAIN VM 101)
festgestellt.
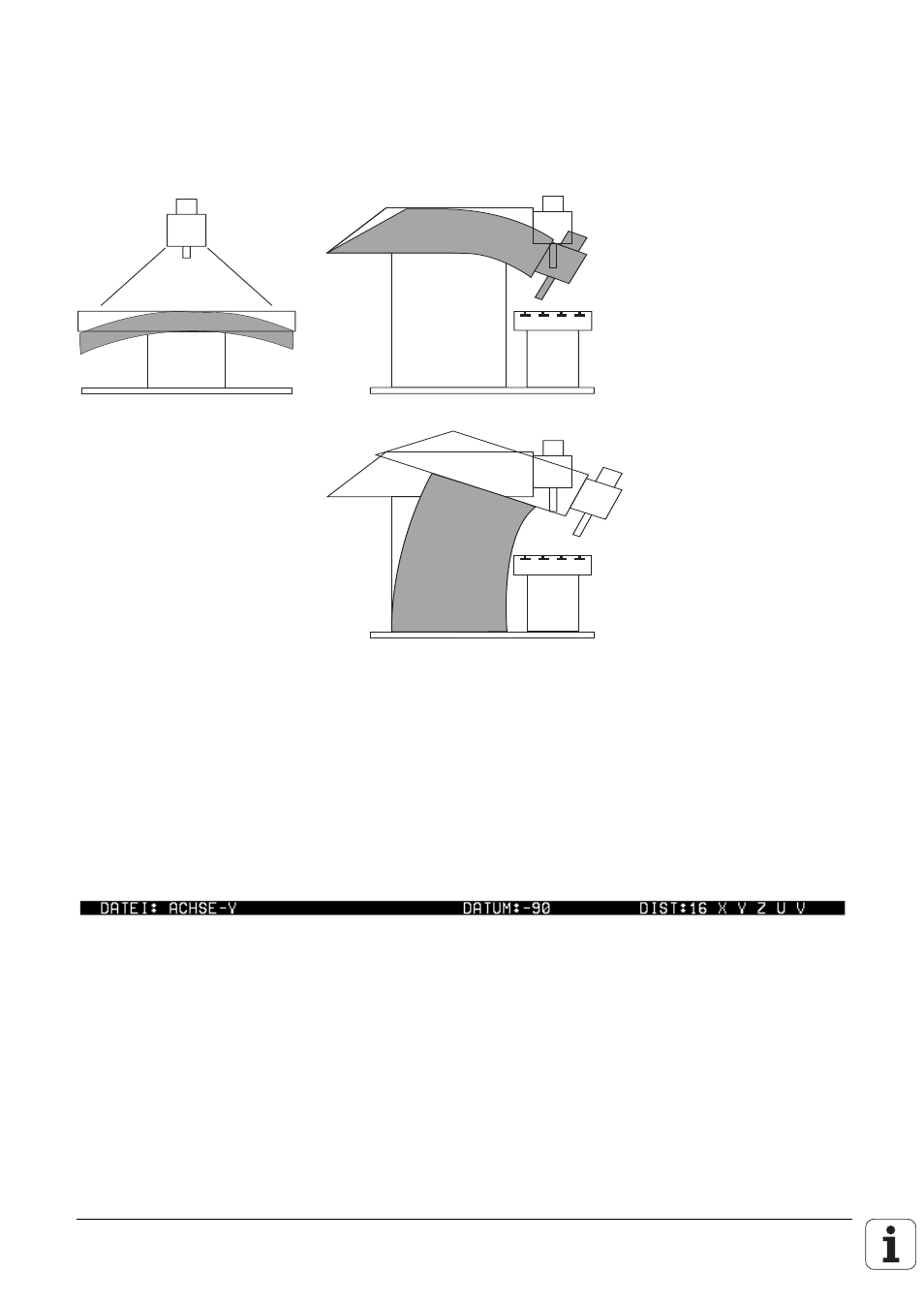
So könnte z. B. für die Achse Z der Spindelsteigungsfehler (Z=F(Z)) oder der Durchhang in
Abhängigkeit zur Achse Y (Z=F(Y)) ermittelt werden.
Die TNC kann den Spindelsteigungsfehler und den Durchhang gleichzeitig kompensieren. Dazu wird
in der Betriebsart "PLC-Programmierung" (Schlüsselzahl 80 76 67) für jede Achse eine Korrekturwert-
Tabelle erstellt (Datei-Erweiterung .COM). In einer Korrekturwert-Tabelle können mehrere
Abhängigkeiten eingegeben werden. Die Anzahl der möglichen Kompensationen ist auf zehn
Abhängigkeiten und insgesamt 640 Punkte begrenzt (pro Abhängigkeit 256 Punkte).
In der Kopfzeile der Korrekturwert-Tabelle müssen folgende Definitionen getroffen werden:
Dateiname
Bezugspunkt
Abstand der
Abhängigkeiten
Korrekturpunkte
Der Bezugspunkt ist der Abstand zum Maschinen-Nullpunkt (MP960.X). Der Abstand der
Korrekturpunkte wird als Exponent zur Basis zwei eingegeben (z.B. Eingabe 16 = 216 = 6,5536 mm).
Maximaler Eingabewert ist 223.
Bei Ermittlung der Fehlerkurve müssen der Bezugspunkt und der gewählte Abstand der
Korrekturpunkte berücksichtigt werden. Es müssen immer nur die Knickpunkte der Fehlerkurve
eingegeben werden. Zwischen den Knickpunkten nimmt die Steuerung automatisch eine lineare
Interpolation vor.