3 gewindebohren ohne ausgleichsfutter – HEIDENHAIN TNC 407 (243 020) Technical Manual Benutzerhandbuch
Seite 242
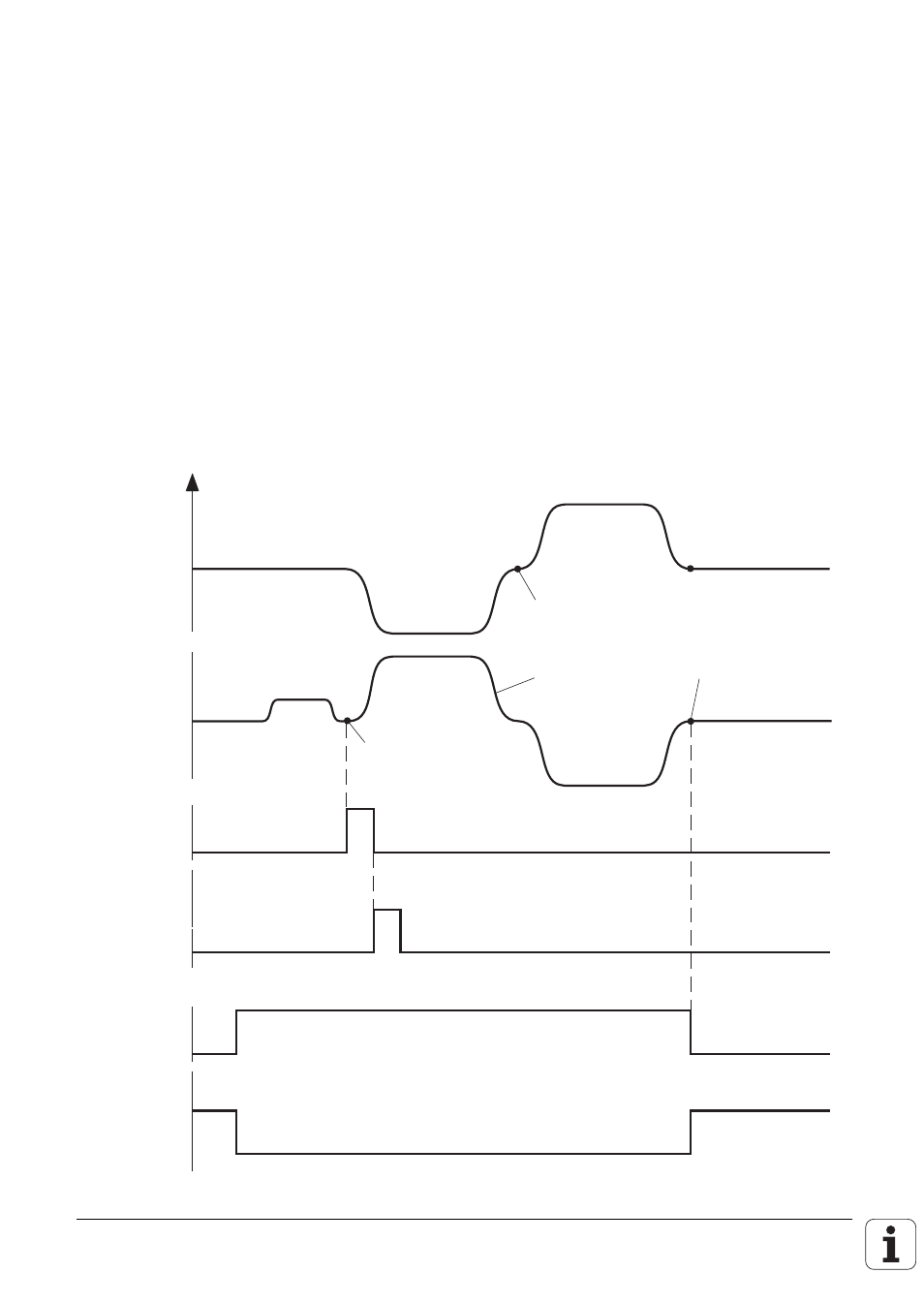
4.4.3 Gewindebohren ohne Ausgleichsfutter
Zyklus 17
Beim Gewindebohren ohne Ausgleichsfutter ist der Lageregelkreis der Spindel offen.
Das Gewindebohren ohne Ausgleichsfutter wird im NC-Programm mit "CYCL DEF 17" definiert.
Während Zyklus 17 abgearbeitet wird, schaltet die TNC automatisch auf Betrieb mit
Geschwindigkeits-Vosteuerung um.
Das dynamische Verhalten der Spindel und der Werkzeugachse wird in Maschinen-Parametern
festgelegt. Die Werkzeug-Achse wird während des Gewindebohrens der Ist-Position der Spindel
nachgeführt.
Vor dem Gewindebohren werden die Achsen (z.B. Z und S) über eine Spindel-Orientierung
synchronisiert, d.h. jeder Z-Position ist eine bestimmte Spindelstellung zugeordnet. Die Spindel-
Orientierung wird von der NC ausgeführt. M2127 wird dabei von der NC gesetzt, und in der PLC
muß der Lageregelkreis der Spindel geschlossen sein (M2499).
Durch die Synchronisation kann dasselbe Gewinde mehrfach geschnitten werden. Die zugeordnete
Spindelstellung ist abhängig von der im Zyklus eingegebenen Gewindesteigung.
Um Bearbeitungszeit einzusparen, kann diese Funktion mit Maschinen-Parameter MP7160
abgewählt werden. Gewinde können dann aber nicht mehrfach geschnitten werden.
Während der Zyklus läuft, werden M2095 und M2048 gesetzt.
0
F
0
S
M05
Rückmeldung
M-Funktion
Positionierfenster
erreicht (MP7150)
Rampe aus
MP3410.3
orientierter Halt
orientierter Halt
M2095
M2499
Zyklus
Start
Zyklus
Ende