5 toleranz-vorgabe an ecken – HEIDENHAIN TNC 407 (243 020) Technical Manual Benutzerhandbuch
Seite 207
3.4.5 Toleranz-Vorgabe an Ecken
3D-Formen werden in der Praxis häufig mittels Polygonzügen mit sehr kurzen Linearsätzen
beschrieben. An den unstetigen Übergängen reduziert die Steuerung den Vorschub, um die Bahn
exakt einhalten zu können.
Wird mit Schleppabstand gearbeitet, so werden die Ecken bei Eingabe von M90 oder
entsprechender Einstellung von MP7460 abhängig vom Bahnvorschub mehr oder weniger
"verrundet". Da im Betrieb mit Geschwindigkeits-Vorsteuerung ohne Schleppabstand gearbeitet
wird, werden die Ecken exakt angefahren. Dies ist bei 3D-Formen nicht erwünscht.
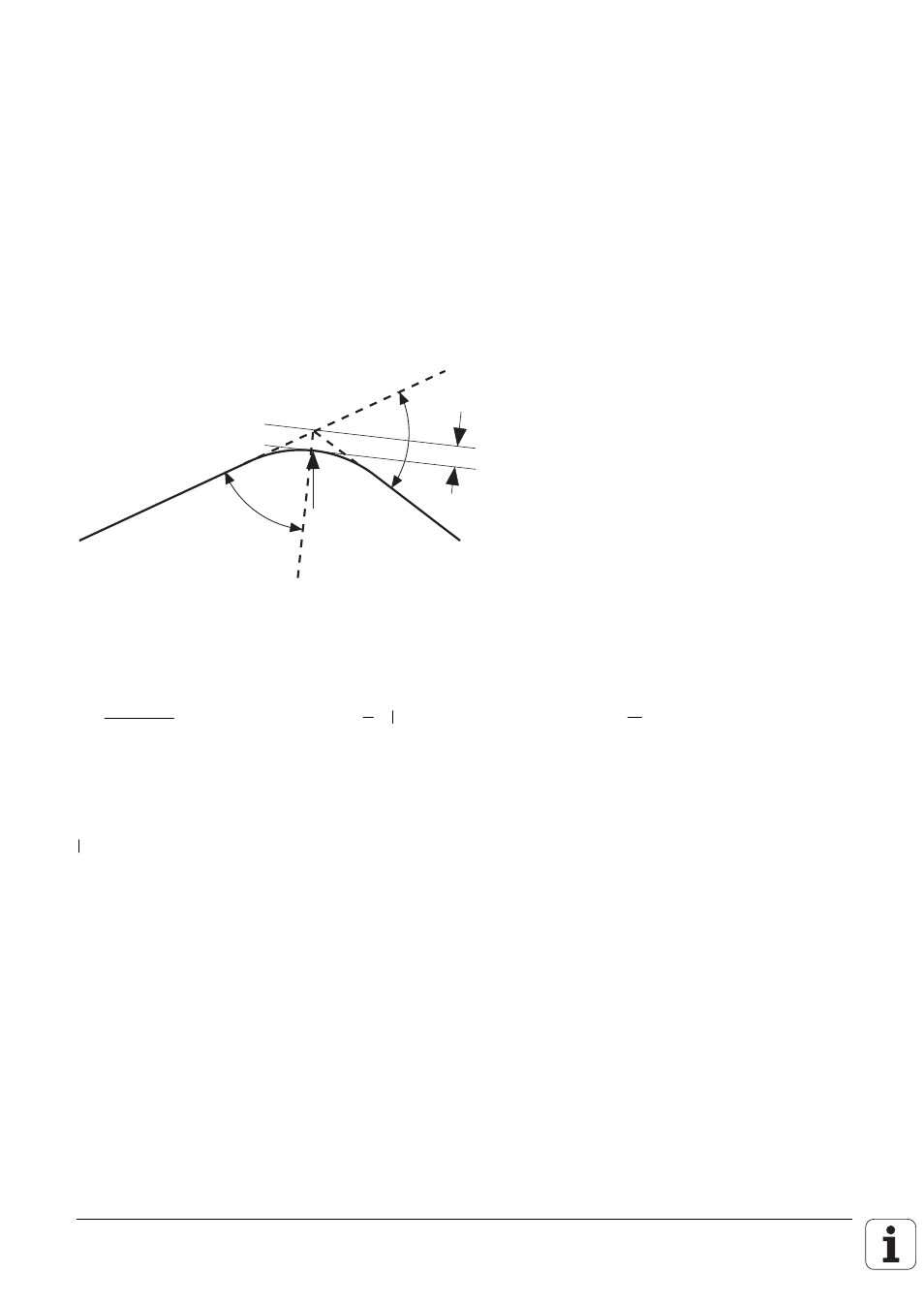
Zusammen mit der M-Funktion M112 kann eine Toleranz für die Abweichung von der
programmierten Kontur an der Ecke und ein Grenzwinkel angegeben werden.
r
T
b
A
An den Ecken wird eine Rundung eingefügt. Der Radius der Rundung ist abhängig von der
eingegebenen Toleranz T und dem Grenzwinkel A.
Es werden 3 Radien berechnet:
r
1
=
T
•
sin(b)
1–sin(b)
r
2
=
1
2
•
•
tan(b)
r
3
=
v²
a
T =
mit M112 eingegebene Toleranz. Wurde keine Toleranz eingegeben so wird sie als
unendlich angenommen
b =
halber Zwischenwinkel der zusammenstoßenden Strecken
=
die kürzere der beiden zusammenstoßenden Strecken
v =
programmierter Vorschub
•
1,5 (Vorschub-Override = 150%)
a =
Minimum der Beschleunigung der interpolierten Achsen (MP1060) und der
Radialbeschleunigung (MP1070).
Der kleinste der 3 Radien wird verwendet. r
3
wird nur dann ins kalkül gezogen wenn die
Richtungsänderung größer als der angegebene Grenzwinkel A ist. Solange der Grenzwinkel A nicht
überschritten wird ist die Größe der eingefügten Rundung unabhängig vom Vorschub, d. h. der
größtmögliche Radius wird eingefügt.
Ist der Bahnvorschub beim Abarbeiten für den berechneten Rundungskreis zu hoch, reduziert die
TNC den Vorschub automatisch
M112 wird mit M113 wieder inaktiviert. M112 wirkt bei NC-Sätzen ohne Werkzeugradius-Korrekur
sowohl im Betrieb mit Geschwindigkeits-Vorsteuerung, als auch im Betrieb mit Schleppabstand.
Mit M124 kann der Punktabstand zur Berechnung des Rundungskreises beeinflußt werden. Siehe
dazu Bedienungs-Handbuch