HEIDENHAIN TNC 407 (243 020) Technical Manual Benutzerhandbuch
Seite 153
In der Datei vom Typ .CMA wird dann jeder Achse eine Korrekturwert-Tabelle (.COM) zugeordnet. In
dieser Datei können mehrere Zeilen mit verschiedenen Zuordnungen eingegeben werden. Es kann
immer nur eine Zeile aktiv sein. Die Auswahl der aktiven Zeile erfolgt über Softkey oder über PLC-
Modul 9095.
Die nichtlineare Achsfehler-Kompensation ist erst aktiv, wenn die Funktion über MP730 aktiviert
wurde und eine gültige Datei vom Typ .CMA existiert.
Beispiel:
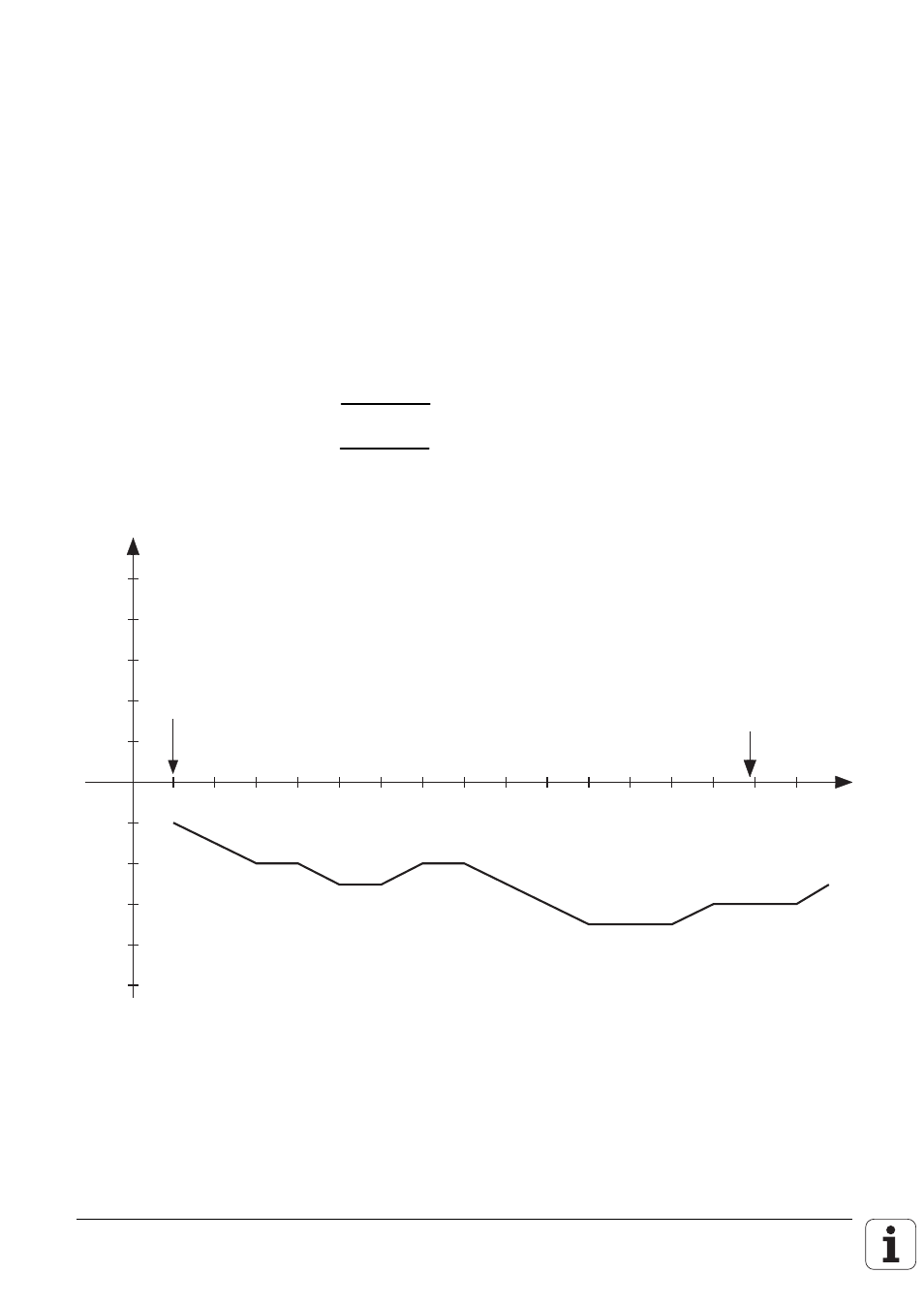
Maschine mit Spindelsteigungsfehler in Z (Z = F(Z)) und Y (Y = F(Y)).
Außerdem Durchhang in Abhängigkeit von Y (Z = F (Y)). In Achse X erfolgt keine Korrektur.
Verfahrbereich Z = 800 mm
Verfahrbereich Y = 500 mm
gewünschter Abstand der Korrekturpunkte = 7 mm
mögliche Zweierpotenz = 216 = 6,5536 mm
Anzahl der Korrekturpunkte in Y =
500 mm
6,5536 mm
≈
77
Anzahl der Korrekturpunkte in Z =
800 mm
6,5536 mm
≈
123
Bezugspunkt in Y = -90
Bezugspunkt in Z = -200
–76.8928
–50.6784
Fehler in Z
[mm]
Y
[mm]
0.01
–90
–63.7856
Maschinen–
Nullpunkt
Bezugspunkt
0
0.02
0.03
0.04
0.05
–0.04
–0.03
–0.02
–0.01
–0.05
–37.5712
–11.3568
–24.464
1.7504