Radiuskorrektur: ecken bearbeiten, 2 elektr o den-k o rr ekt urw er te – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 102
82
5 Programmieren: Werkzeuge
5.2 Elektr
o
den-K
o
rr
ekt
urw
er
te
Achsparallele Verfahrwege verkürzen oder verlängern R+, R–
Diese Radiuskorrektur wird nur für achsparallele Verfahrbewegungen
in der Bearbeitungsebene durchgeführt: Der einprogrammierte Ver-
fahrweg wird um den Elektrodenradius verkürzt (R–) oder verlängert
(R+).
Anwendungsbereiche:
achsparallele Bearbeitungen
gelegentlich für Vorpositionierung der Elektrode
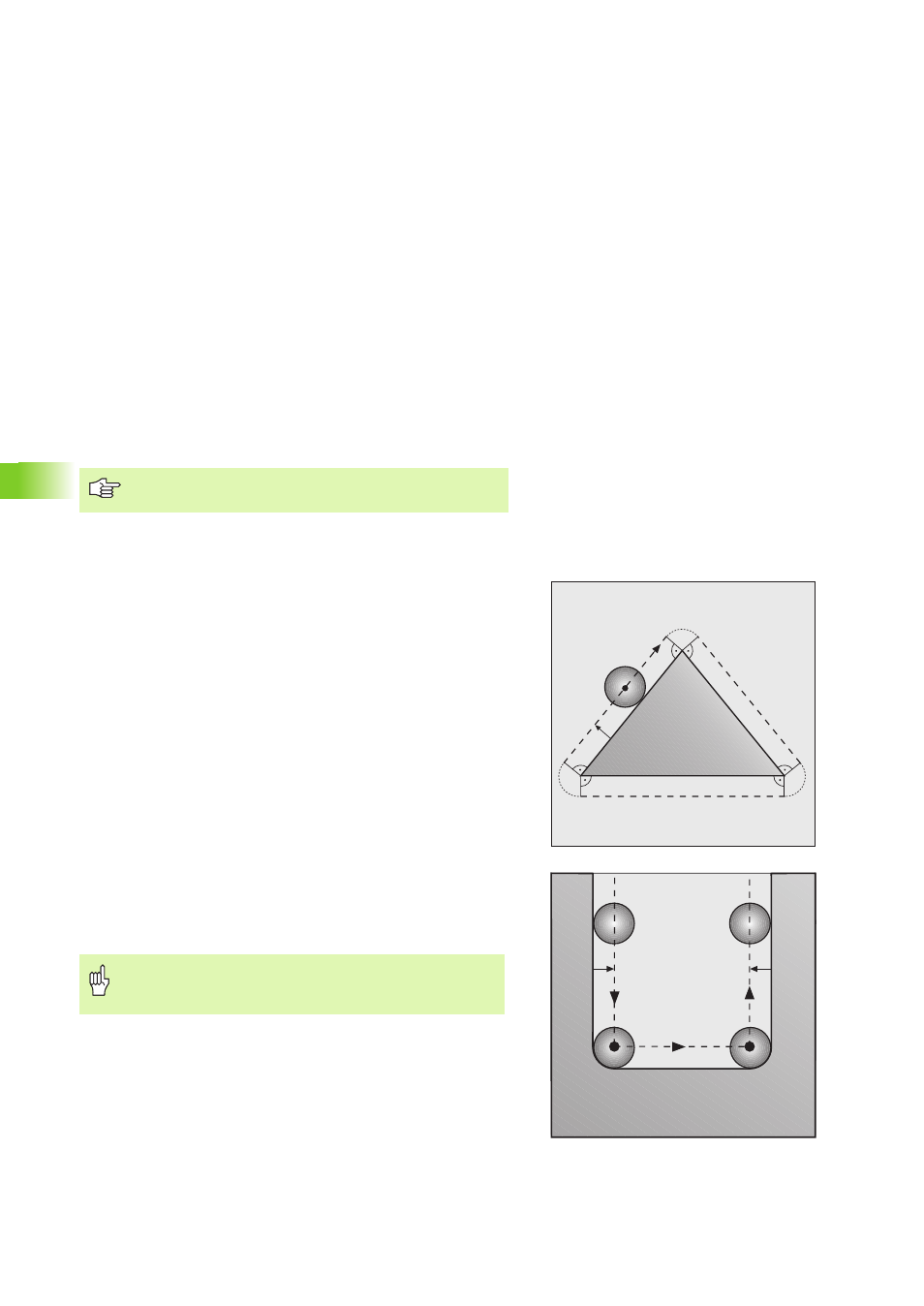
Radiuskorrektur: Ecken bearbeiten
Außenecken:
Die TNC führt die Elektrode an Außenecken auf einem Übergangs-
kreis für die Elektroden-Bahn. Die Elektrode wälzt sich am Eckpunkt
ab. Falls nötig wird der Vorschub F der Elektrode an Außenecken
automatisch reduziert, zum Beispiel bei sehr großen Richtungs-
wechseln.
Innenecken:
Die TNC ermittelt an Innenecken den Schnittpunkt der Elektroden-
mittelpunktsbahnen. Von diesem Punkt an führt sie die Elektrode
am nächsten Konturelement entlang. Auf diese Weise wird das
Werkstück in den Innenecken nicht beschädigt. Der Elektroden-
Radius darf also nicht beliebig groß gewählt werden.
R+ und R– stehen zur Verfügung, wenn ein Positioniersatz
mit einer orangen Achstaste eröffnet wurde.
Legen Sie den Start- oder Endpunkt bei einer Innenbear-
beitung nicht auf einen Kontur-Eckpunkt, da sonst die
Kontur beschädigt werden kann.
RL
S
S
RL
RL