Offene konturecken vollständig bearbeiten: m98 – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 144
124
7 Programmieren: Zusatz-Funktionen
7.
3 Zusatz-F
u
nktionen für Bahn
v
e
rh
alt
e
n und K
o
or
dinat
e
nang
aben
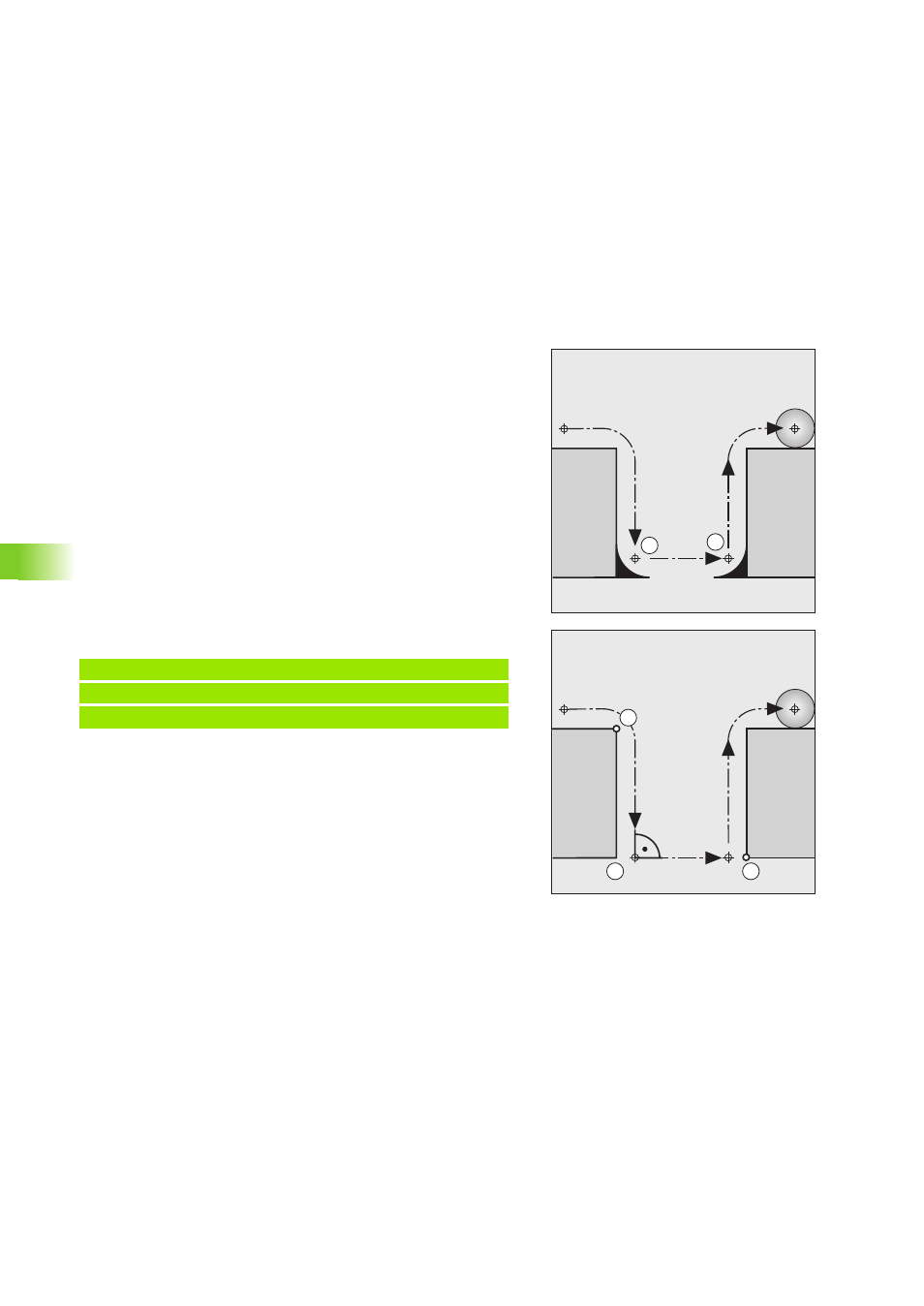
Offene Konturecken vollständig bearbeiten: M98
Standardverhalten-ohne M98
Die TNC ermittelt an Innenecken den Schnittpunkt S der Elektroden-
bahnen und fährt das Werkzeug ab diesem Punkt in die neue Rich-
tung.
Wenn die Kontur an den Ecken offen ist, dann führt das zu einer unvoll-
ständigen Bearbeitung:
Verhalten mit M98
Mit der Zusatz-Funktion M98 fährt die TNC das Werkzeug so weit,
dass jeder Konturpunkt tatsächlich bearbeitet wird.
Wirkung
M98 wirkt nur in den Programmsätzen, in denen M98 programmiert
ist.
M98 wird wirksam am Satz-Ende.
NC-Beispielsätze
Nacheinander Konturpunkte 10, 11 und 12 anfahren:
Maschinenbezogene Koordinaten
programmieren: M91/M92
Maßstab-Nullpunkt
Auf den Maßstäben sind eine oder mehrere Referenzmarken ange-
bracht. Eine Referenzmarke legt die Position des Maßstab-Nullpunkts
fest.
Besitzt der Maßstab nur eine Referenzmarke, dann ist sie der Maß-
stab-Nullpunkt. Besitzt der Maßstab mehrere - abstandscodierte -
Referenzmarken, dann wird der Maßstab-Nullpunkt durch die linke
äußerste Referenzmarke (Beginn des Messwegs) festgelegt.
Maschinen-Nullpunkt
Den Maschinen-Nullpunkt benötigen Sie, um
Verfahrbereichs-Begrenzungen (Software-Endschalter) zu setzen
maschinenfeste Positionen (z.B. Werkzeugwechsel-Position) anzu-
fahren
einen Werkstück-Bezugspunkt zu setzen
Der Maschinenhersteller gibt für jede Achse den Abstand des Maschi-
nen-Nullpunkts vom Maßstab-Nullpunkt in einen Maschinen-Parame-
ter ein.
Standardverhalten
Koordinaten bezieht die TNC auf den Werkstück-Nullpunkt.
10 L X ... Y... RL F
11 L X... IY-... M98
12 L IX+ ...
S
S
10
11
12