Wiederanfahren an die unterbrechungsstelle, Wiedereinstieg in ein programm mit taste goto, 3 pr ogr a mmlauf – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 246
226
11 Programm-Test und Programmlauf
1
1
.3 Pr
ogr
a
mmlauf
Wiederanfahren an die Unterbrechungsstelle
Nachdem Sie mit der Taste NC-Stop die Bearbeitung unterbrochen
haben, können Sie mit dem Softkey „Hand“ die Maschinenachsen
wie im MANUELLEN BETRIEB verfahren, um z.B. die Elektrode auf
Beschädigungen zu prüfen. Anschließend können Sie die Elektrode
von der TNC wieder an die Unterbrechungsstelle positionieren lassen:
8
Programmlauf unterbrechen: Taste NC-Stop drücken, der * in der
Status-Anzeige blinkt.
8
Softkey „Hand“ drücken, um die Maschinenachsen verfahren zu
können.
8
Elektrode mit den Achsrichtungstasten auf eine beliebige Position
verfahren.
8
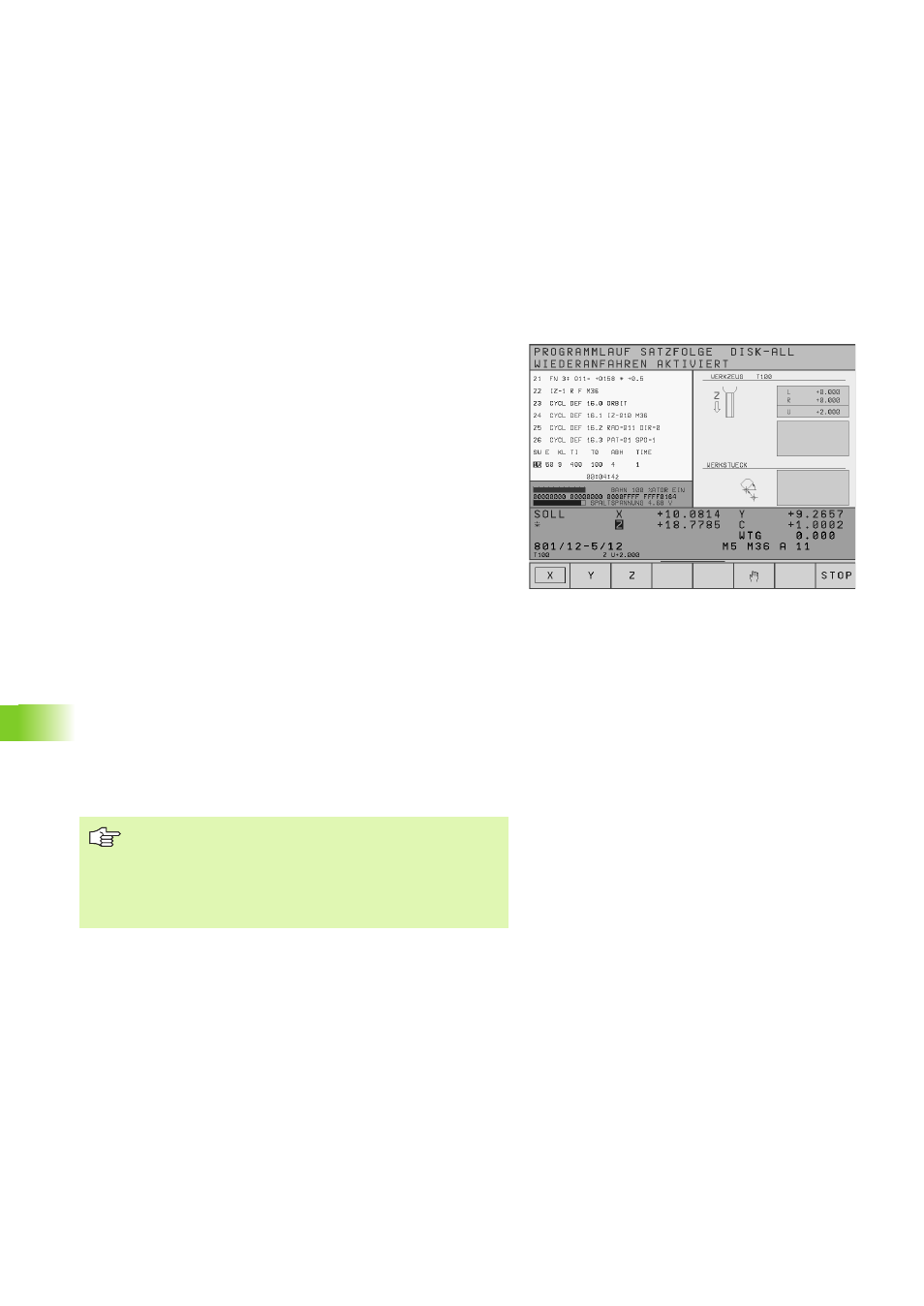
Um die Unterbrechungsstelle wieder anzufahren: Softkey
RESTORE POSITION drücken, die TNC aktiviert die Funktion Wie-
deranfahren (siehe Bild rechts oben).
8
Per Softkey Achse wählen, die positioniert werden soll und anschlie-
ßend NC-Start drücken.
8
Auf diese Weise alle Achsen an die Unterbrechungsstelle positionie-
ren.
8
Mit NC-Start das Bearbeitungsprogramm fortsetzen.
Wiedereinstieg in ein Programm mit Taste
GOTO
Sie können die Werkstück-Bearbeitung (PROGRAMMLAUF SATZ-
FOLGE) unterbrechen und die Maschinenachsen manuell verfahren.
Nach dem Wiedereinstieg in ein Programm mit der
Taste GOTO werden Programm-Sätze, die vor der ange-
wählten Satznummer stehen, nicht berücksichtigt!
Nach manuellem Verfahren positioniert die TNC inkre-
mentale Koordinaten bezogen auf die Ist-Position der
Elektrode und nicht auf die zuletzt programmierte.