HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 182
162
8 Programmieren: Zyklen
8.5 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
Zyklus im Bearbeitungsprogramm:
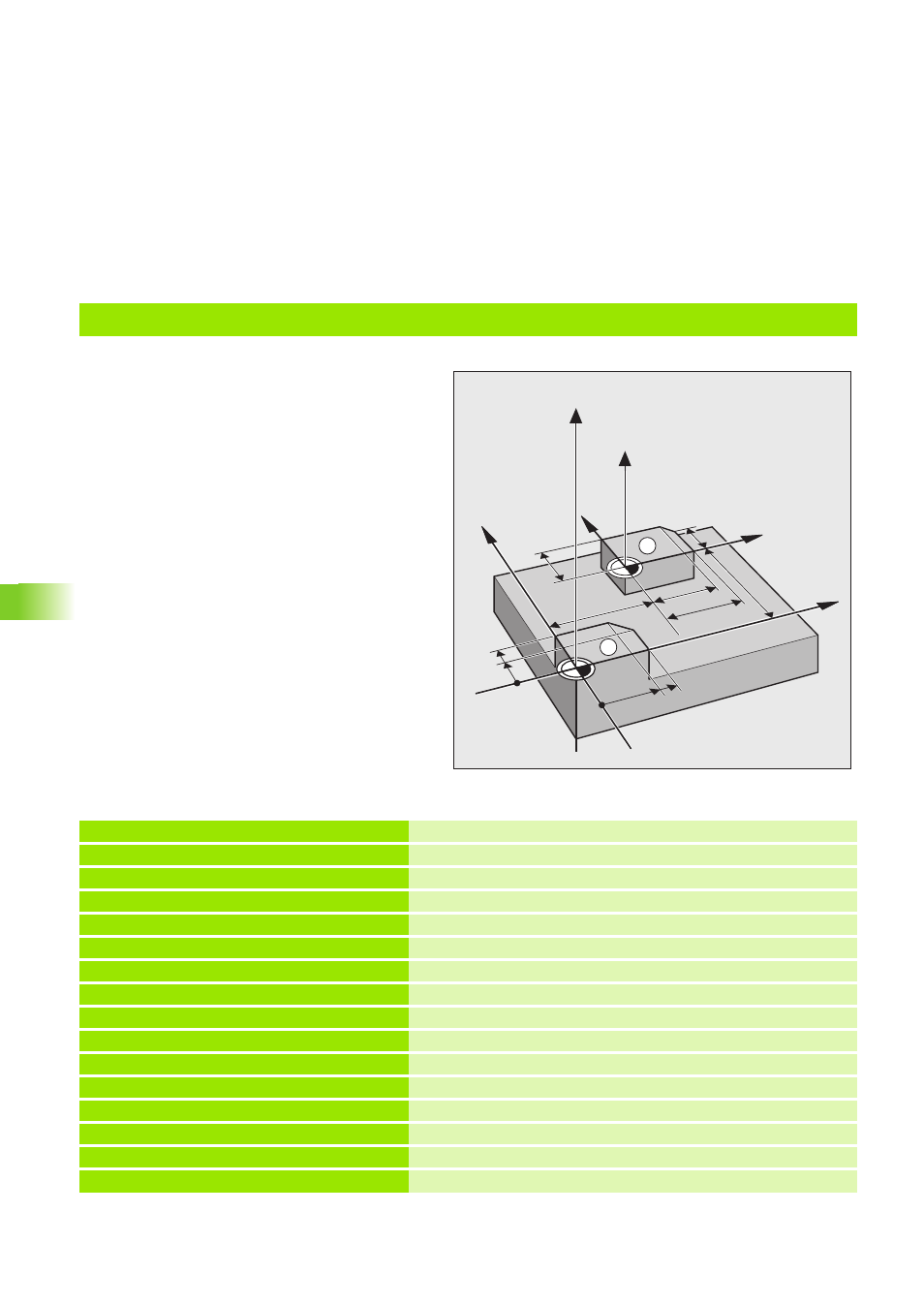
Übungsbeispiel: Nullpunkt verschieben
Ein als Unterprogramm geschriebener Fertigungs-
ablauf soll
bezogen auf den gesetzten Nullpunkt 1
X+0/Y+0 und
zusätzlich bezogen auf den verschobenen
Nullpunkt 2 X+40/Y+60 ausgeführt werden.
Y
15
1
25
Y
X
Z
Z
30
25
X
30
20
15
20
40
2
60
0 BEGIN PGM NULL MM
1 BLK FORM 0.1 Z X+0 Y+0 Z–20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 CYCL DEF 1.0 GENERATOR
Zyklus GENERATOR (siehe „Zyklus 1 GENERATOR” auf Seite 133)
4 CYCL DEF 1.1 P-TAB HDH700
Gewünschte Erodier-Tabelle wählen, z.B. HDH700
5 CYCL DEF 1.2 MAX=5 MIN=5
Leistungsstufe wählen
6 TOOL DEF 1 L+0 R+4
Werkzeug-Definition
7 TOOL CALL 1 Z U+0,05
Werkzeug-Aufruf
8 L Z+100 R0 F MAX M
9 CALL LBL 1
ohne Nullpunkt-Verschiebung
10 CYCL DEF 7.0 NULLPUNKT
Nullpunkt-Verschiebung in der X/Y-Ebene
11 CYCL DEF 7.1 X+40
12 CYCL DEF 7.2 Y+60
13 CALL LBL 1
mit Nullpunkt-Verschiebung
14 CYCL DEF 7.0 NULLPUNKT
Nullpunkt-Verschiebung rücksetzen
15 CYCL DEF 7.1 X+0