Bezugssystem an erodiermaschinen, Elektrodenbewegung programmieren, 1 gr undlag en für p o sitionsang aben – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 64
44
4 Programmieren: Grundlagen, Dateien, Programmeingabe, Funken-erosion, Erodiertabelle
4.1 Gr
undlag
en für P
o
sitionsang
aben
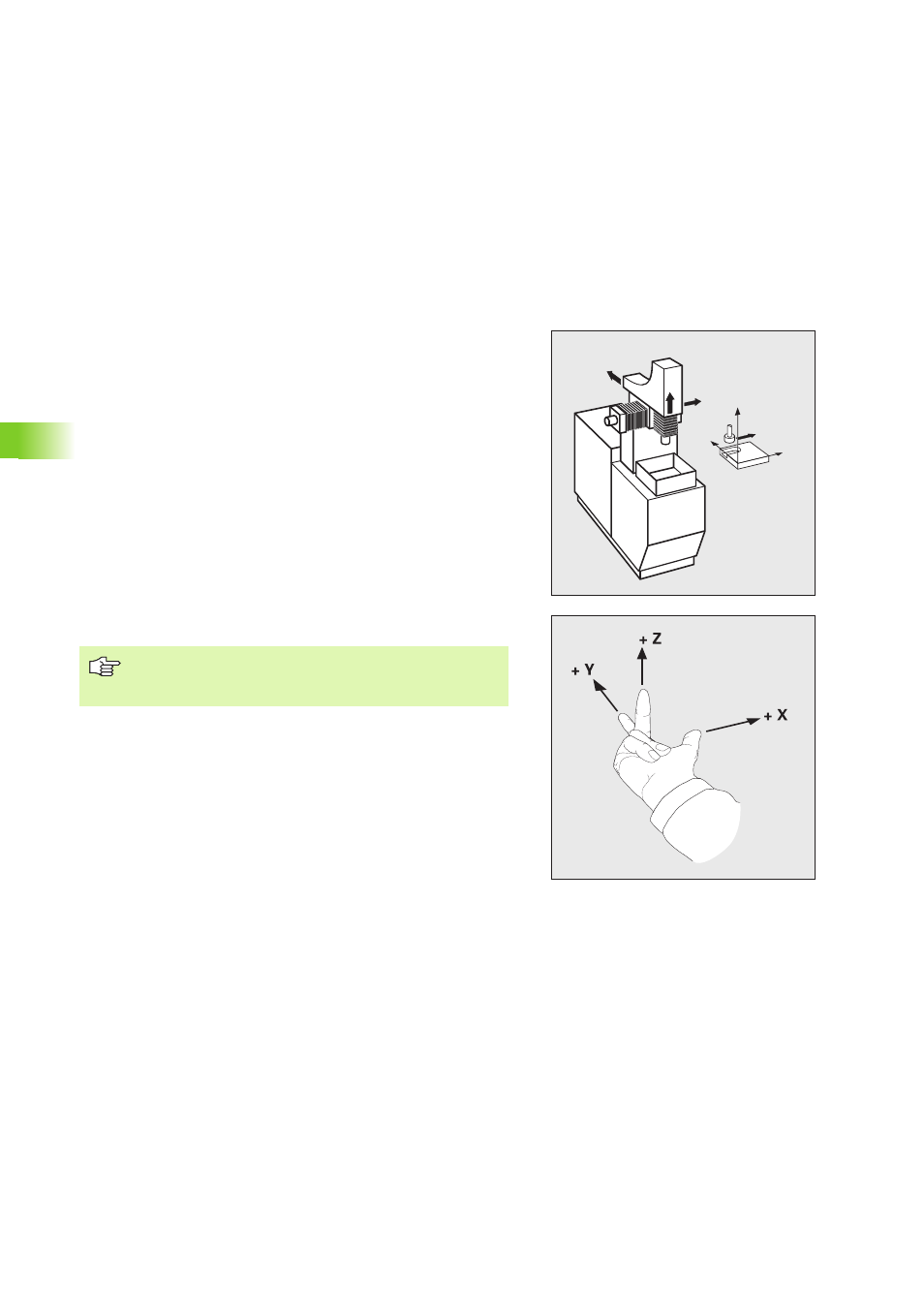
Bezugssystem an Erodiermaschinen
Bei der Bearbeitung eines Werkstücks an einer Erodiermaschine
beziehen Sie sich generell auf das rechtwinklige Koordinatensystem.
Die Bilder rechts zeigen, wie das rechtwinklige Koordinatensystem
den Maschinenachsen zugeordnet ist. Die Drei-Finger-Regel der rech-
ten Hand dient als Gedächtnisstütze: Wenn der Mittelfinger in Rich-
tung der Werkzeugachse vom Werkstück zum Werkzeug zeigt, so
weist er in die Richtung Z+, der Daumen in die Richtung X+ und der
Zeigefinger in Richtung Y+.
Die TNC 406/TNC416 kann insgesamt maximal 5 Achsen steuern.
Neben den Hauptachsen X, Y und Z gibt es parallel laufende Zusatz-
achsen U, V und W. Drehachsen werden mit A, B und C bezeichnet.
Das Bild rechts unten zeigt die Zuordnung der Zusatzachsen bzw.
Drehachsen zu den Hauptachsen.
Elektrodenbewegung programmieren
Je nach Konstruktion der Maschine bewegt sich in einer Achse
entweder der Maschinentisch mit dem Werkstück oder die Elektrode.
Wenn sich für eine oder mehrere Achsen der Maschinentisch bewegt,
sind die entsprechenden Achsen am Steuerpult mit einem Hoch-
komma (z.B. X’, Y’) gekennzeichnet. Die Bewegung einer solchen
Achse entspricht einer Bewegung der Elektrode relativ zum Werk-
stück in die entgegengesetzte Richtung.
+X
+X
+Y
+Z
+X
+Z
+Y
Programmiert wird grundsätzlich immer so, als ob das
Werkstück stillsteht und die Elektrode alle Bewegungen
ausführt.