Bahnfunktionen, Maschinen mit 5 achsen, Unterprogramme und programmteil- wiederholungen – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 106: Unterprogramme und programmteil-wiederholungen
86
6 Programmieren: Konturen programmieren
6.1 Allg
emeines zum Pr
ogr
a
mmier
e
n v
on Elektr
oden-Bew
e
gung
e
n
6.1 Allgemeines zum
Programmieren von
Elektroden-Bewegungen
Eine Elektroden-Bewegung wird immer so programmiert, als ob sich
die Elektrode bewegt und das Werkstück stillsteht.
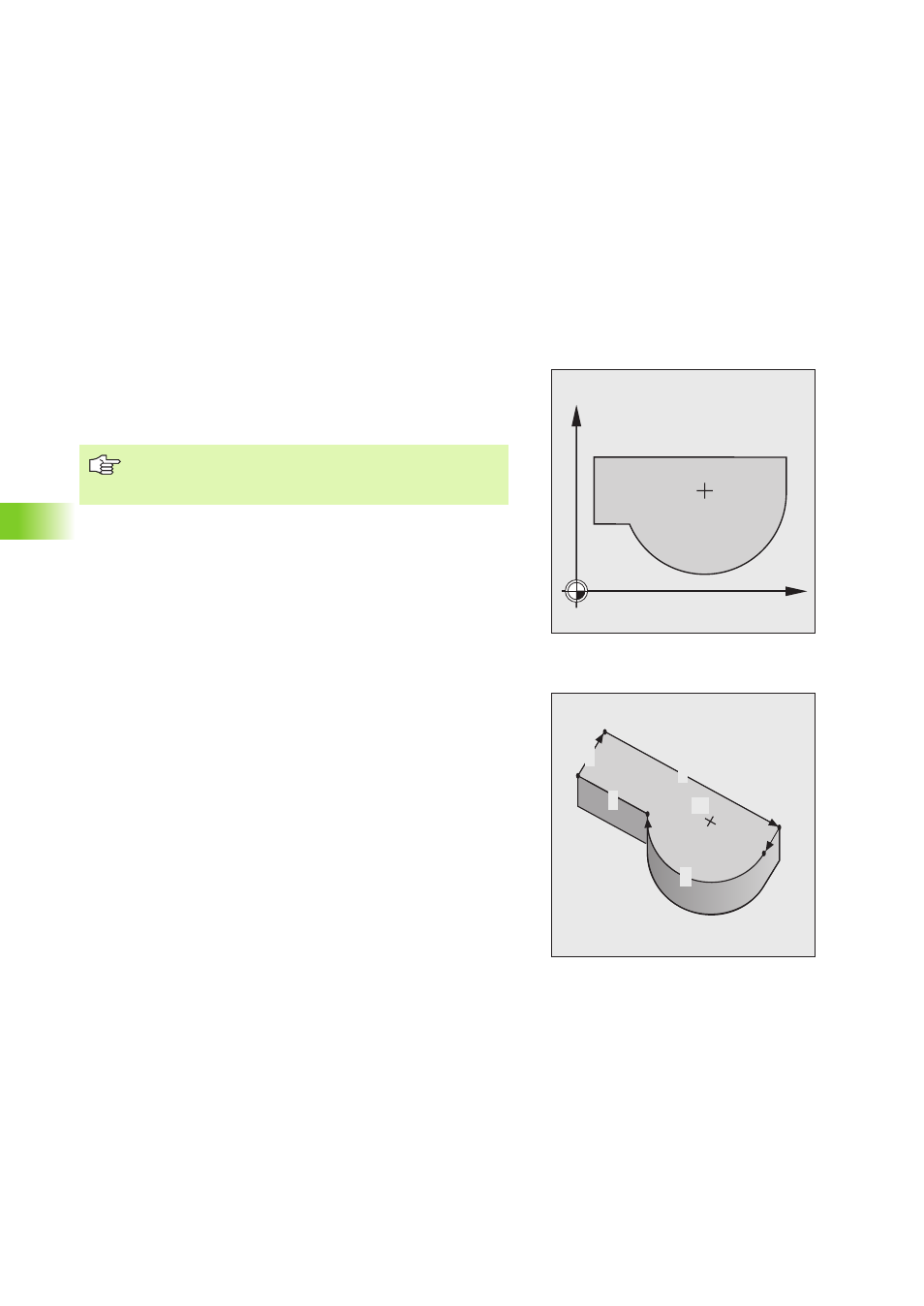
Bahnfunktionen
Mit den Bahnfunktionen wird jedes Element der Werkstück-Kontur
einzeln programmiert. Eingegeben werden
Geraden
Kreisbögen
Auch eine Überlagerung der beiden Konturelemente kann program-
miert werden (Schraubenlinie).
Nacheinander ausgeführt ergeben die Konturelemente die Werkstück-
Kontur entsprechend der Zeichnung.
Maschinen mit 5 Achsen
Eine 5. Achse lässt sich nur in den Betriebsarten MANUELLER
BETRIEB oder EL. HANDRAD verfahren oder mit einer „PLC-Positio-
nierung“.
Wenn Sie eine 5. Achse positionieren wollen, setzen Sie sich mit
Ihrem Maschinenhersteller in Verbindung.
Unterprogramme und Programmteil-
Wiederholungen
Gleiche Bearbeitungsschritte am Werkstück werden als Unterpro-
gramm oder Programmteil-Wiederholung programmiert. Programm-
schritte, die sich wiederholen, werden dann nur einmal eingegeben.
Möglichkeiten:
einen Teil des Programms wiederholen (Programmteil-Wiederho-
lung)
einen Teil des Programms separat erstellen und bei Bedarf ausfüh-
ren (Unterprogramm)
für einen Programmlauf oder -Test ein anderes Programm zusätzlich
aufrufen und ausführen (Hauptprogramm als Unterprogramm)
Die Elektrode ist zu Beginn eines Bearbeitungsprogramms
stets so vorzupositionieren, dass eine Beschädigung von
Elektrode und Werkstück ausgeschlossen ist.
X
Y
L
L
CC
C
L
L