Impulsdauer ton und pausendauer tof, Servo-empfindlichkeit sv, Erodierzeit et und abhebeweg erodiertimer ajd – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 85: 7 er odier -p a ra met e r in der er odier tabelle
HEIDENHAIN TNC 406, TNC 416
65
4.7 Er
odier
-P
a
ra
met
e
r in der Er
odier
tabelle
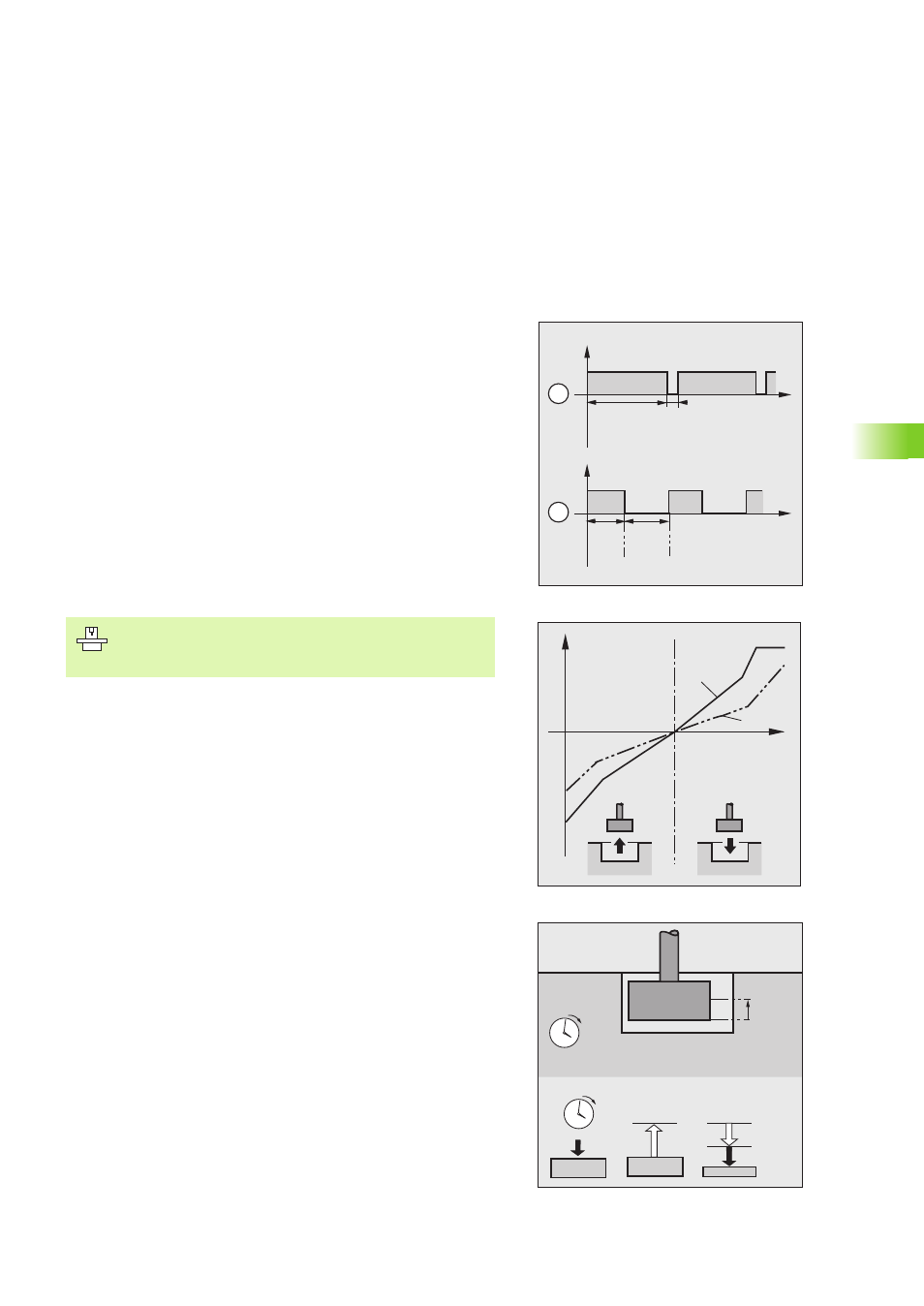
Impulsdauer TON und Pausendauer TOF
Die Impulsdauer TON ist die Zeit, während der der Generator eine
Spannung an Elektrode und Werkstück anlegt.
Innerhalb dieser Zeit finden die Zündung und die Entladung statt.
Die Pausendauer TOF ist die Zeit, während der der Generator keine
Spannung liefert.
Während der Pause wird der Spalt freigespült und entionisiert.
Das Verhältnis Impulsdauer TON zu Pausendauer TOF wählen Sie
nach Art der Bearbeitung.
Entscheidungshilfe
Schruppen: Lange Impulsdauer und kurze Pausendauer
Schlichten, Polieren: Kurze Impulsdauer und lange Pausendauer
Servo-Empfindlichkeit SV
Mit der Servo-Empfindlichkeit stellen Sie die Trägheit der Spaltrege-
lung ein.
Entscheidungshilfe
Hohe Servo-Empfindlichkeit: schnelle Spaltregelung
Niedrige Servo-Empfindlichkeit: langsame Spaltregelung
Eingabebereich
0 bis 99 %
Erodierzeit ET und Abhebeweg Erodiertimer
AJD
Mit der Erodierzeit ET bestimmen Sie, wie lange ein Bearbeitungs-
schritt dauern darf. Wenn die Erodierzeit abgelaufen ist, zieht die TNC
die Elektrode um den Abhebeweg Erodiertimer AJD zurück.
Anschließend stellt die TNC die Elektrode wieder zu bis auf den
Abstand, der im Maschinen-Parameter MP2051 eingegeben ist.
Intervallspülung
Um den Spalt besser zu entionisieren und um abgetragenes Material
fortzuspülen, können Sie zusätzlich die Zusatz-Funktion M8 aktivieren
(Intervallspülung EIN).
U gap
F
SV= 99
SV= 60
2
t
U
T- ON
TF
1
t
U
T- ON
TF
ET
AJD
ET
AJD
MP 2051
Der Maschinen-Hersteller gibt für die Servo-Empfindlich-
keit eine Kennlinie vor (siehe Abb. rechts Mitte). Beachten
Sie Ihr Maschinen-Handbuch.