Bezugspunkt wählen, 1 gr undlag en für p o sitionsang aben – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 67
HEIDENHAIN TNC 406, TNC 416
47
4.1 Gr
undlag
en für P
o
sitionsang
aben
Bezugspunkt wählen
Die Werkstück-Zeichnung gibt für die Bearbeitung ein bestimmtes
Formelement des Werkstücks (meist eine Werkstück-Ecke) als „abso-
luten Bezugspunkt“ und eventuell ein oder mehrere Formelemente
als relative Bezugspunkte vor. Durch den Vorgang des Bezugspunkt-
Setzens wird diesen Bezugspunkten der Ursprung des absoluten bzw.
der relativen Koordinatensysteme zugeordnet: Das Werkstück wird –
zu den Maschinenachsen ausgerichtet – in eine bestimmte Position
relativ zur Elektrode gebracht und die Anzeige entweder auf Null oder
den entsprechenden Positionswert (z.B. um den Elektroden-Radius zu
berücksichtigen) gesetzt (siehe auch „Bezugspunkt-Setzen” auf Seite
22).
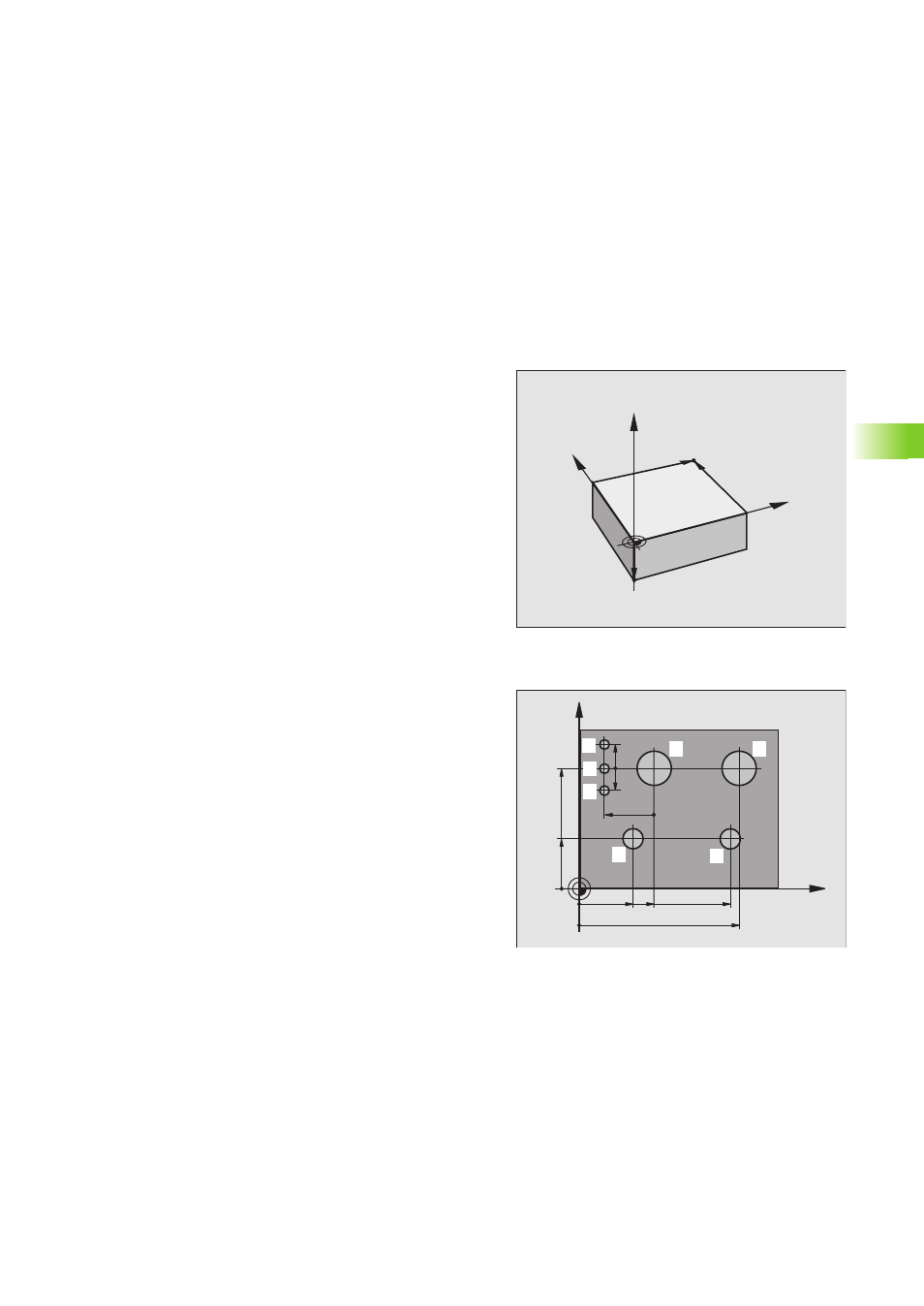
Beispiel
Die Werkstück-Skizze rechts zeigt Bohrungen (
1
bis
4
). deren
Bemaßungen sich auf einen absoluten Bezugspunkt mit den
Koordinaten X=0 Y=0 beziehen. Die Bohrungen (
5
bis
7
) beziehen sich
auf einen relativen Bezugspunkt mit den absoluten Koordinaten
X=450 Y=750. Mit dem Zyklus NULLPUNKT-VERSCHIEBUNG können Sie
den Nullpunkt vorübergehend auf die Position X=450, Y=750
verschieben, um die Bohrungen (
5
bis
7
) ohne weitere Berechnungen
zu programmieren.
Y
X
Z
MAX
MIN
X
Y
325
320
0
450
900
950
150
-150
750
0
300
±
0,
1
11
12
15
13
14
16
17