2 kontur anfahren und verlassen, Start- und endpunkt einer bearbeitung – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 108
88
6 Programmieren: Konturen programmieren
6.2 K
o
nt
ur anf
a
hr
en und v
e
rl
assen
6.2 Kontur anfahren und verlassen
Start- und Endpunkt einer Bearbeitung
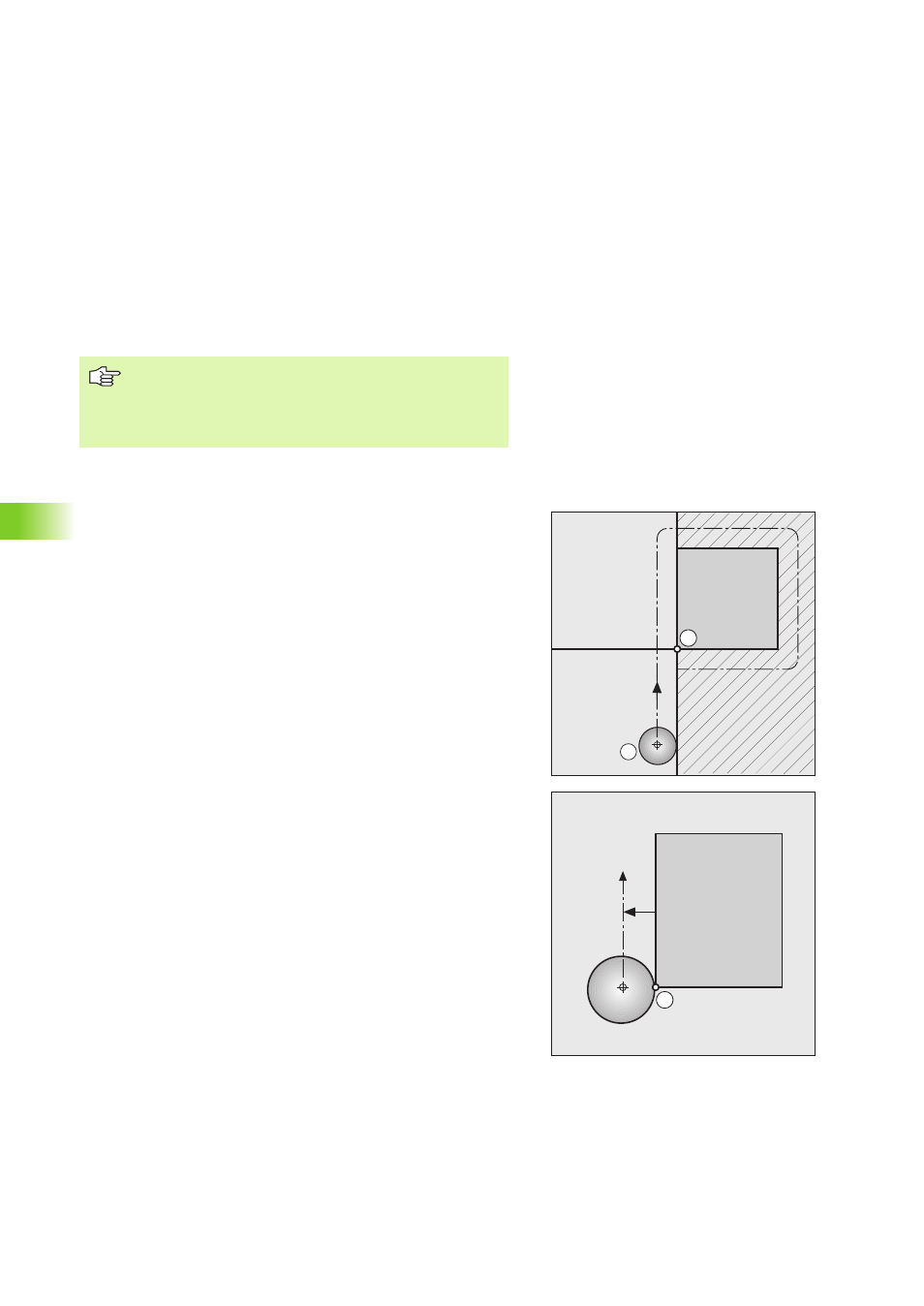
Startpunkt S
Vom Startpunkt S fährt die Elektrode den ersten Konturpunkt A an.
Der Startpunkt wird noch ohne Radius-Korrektur programmiert.
Anforderungen an den Startpunkt S:
Kollisionsfrei anfahrbar
Nahe am ersten Konturpunkt
Lage zum Werkstück so, dass Konturbeschädigung beim Anfahren
der Kontur ausgeschlossen ist
Wird ein Startpunkt S innerhalb des schraffierten Bereichs gewählt,
kommt es beim Anfahren des ersten Konturpunktes zu einer Kontur-
beschädigung.
Der optimale Startpunkt liegt in der Verlängerung der Elektrodenbahn
für die Bearbeitung des ersten Konturelements.
Erster Konturpunkt A
Am ersten Konturpunkt A beginnt die Bearbeitung des Werkstücks.
Die Elektrode wird radiuskorrigiert auf diesen Punkt verfahren.
Besonders sicher und komfortabel wird das Werkstück
auf einer Kreisbahn angefahren und verlassen, die tangen-
tial an die Kontur anschließt. Benutzen Sie dazu die Funk-
tion „Ecken-Runden“ (siehe „Ecken-Runden RND” auf
Seite 97).
A
S
RL
A
RL