Elektroden-daten ins programm eingeben, 1 elektr oden – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 93
HEIDENHAIN TNC 406, TNC 416
73
5.1 Elektr
oden
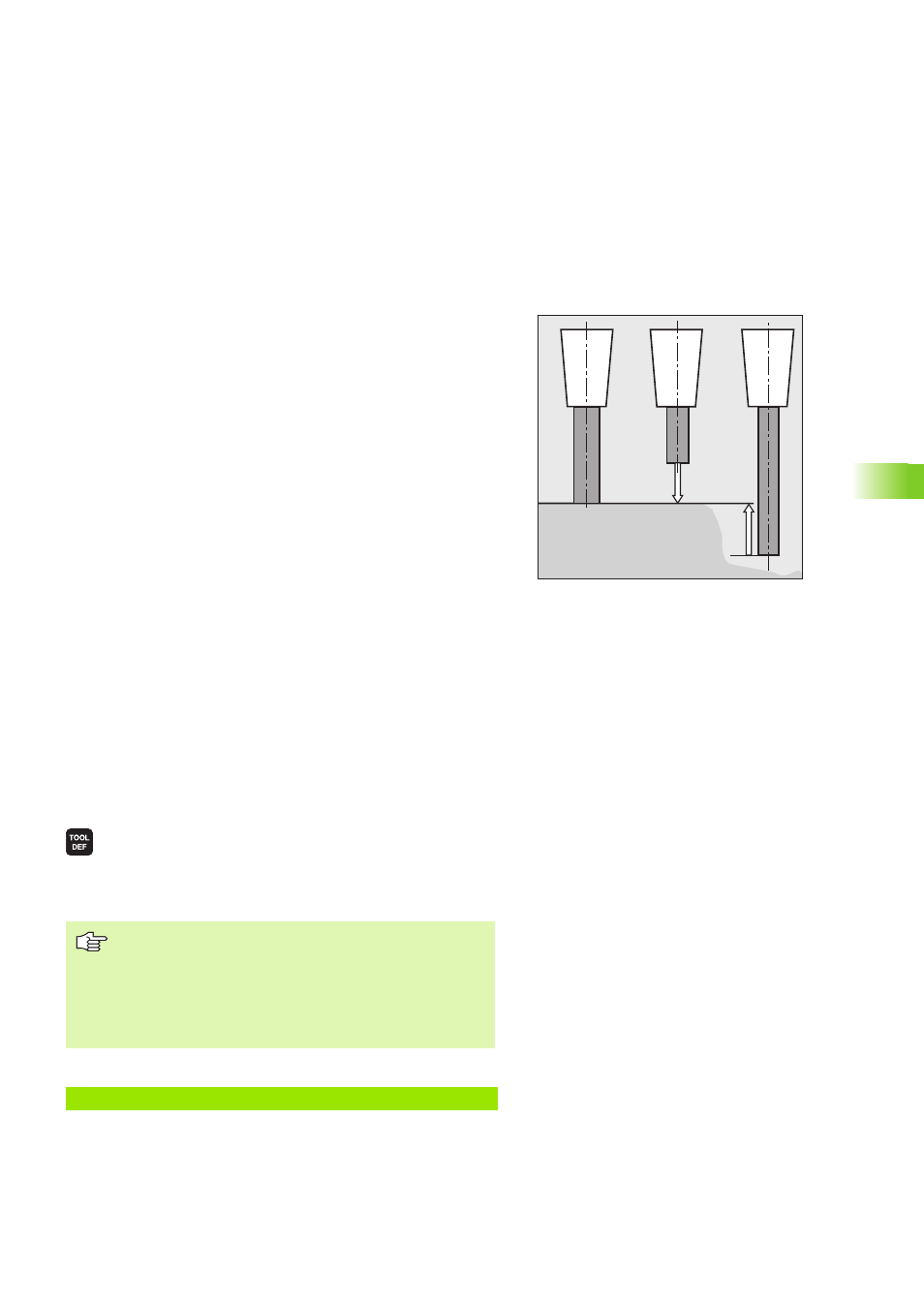
Elektroden-Länge mit Null-Elektrode bestimmen
Vorzeichen der Elektroden-Länge L:
Länge bestimmen:
8
Null-Elektrode auf Bezugs-Position in der Elektroden-Achse verfah-
ren (z. B. Werkstück-Oberfläche mit Z = 0)
8
Falls nötig: Bezugspunkt in der Elektroden-Achse auf Null setzen
8
Elektrode einwechseln
8
Elektrode auf gleiche Bezugs-Position wie Null-Elektrode verfahren
8
Korrekturwert für die Länge L der Elektrode wird angezeigt
8
Wert notieren und später eingeben oder Wert mit der TNC-Funktion
„Ist-Position“ übernehmen
Elektroden-Daten ins Programm eingeben
Für jede Elektrode können einmal im Bearbeitungsprogramm die Elek-
troden-Daten eingegeben werden:
Elektroden-Nummer
Elektroden-Längen-Korrekturwert L
Elektroden-Radius R
Elektroden-Daten in Programm-Satz eingeben
Nummer, Länge und Radius für eine bestimmte Elektrode legen Sie
im Bearbeitungs-Programm einmal in einem TOOL DEF-Satz fest:
8
Werkzeug-Definition wählen: Taste TOOL DEF drücken
8
Werkzeug-Nummer : Elektrode mit einer Nummer
kennzeichnen
8
Werkzeug-Länge : Korrekturwert für die Länge
8
Werkzeug-Radius : Korrekturwert für den Radius
Beispiel
L>L0:
Werkzeug ist länger als das Null-Werkzeug
L<L0:
Werkzeug ist kürzer als das Null-Werkzeug
Z = 0
L = 0
L
L +
T N
T 1
T 2
Die Elektroden-Länge L kann mit der Funktion „Ist-Posi-
tions-Übernahme“ (siehe „Ist-Position übernehmen”,
Seite 84) direkt in die Elektroden-Definition übernom-
men werden.
Zyklus 3 WERKZEUG DEF. (siehe „Zyklus 3 WERK-
ZEUG DEF.”, Seite 135) löscht die Werkzeug-Länge aus
der TOOL DEF-Definition!
4 TOOL DEF 5 L+10 R+5