5 bahnbew egung e n – p o lar k oor dinat e n, Beispiel: geradenbewegung polar – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 135
HEIDENHAIN TNC 406, TNC 416
115
6.5 Bahnbew
egung
e
n – P
o
lar
k
oor
dinat
e
n
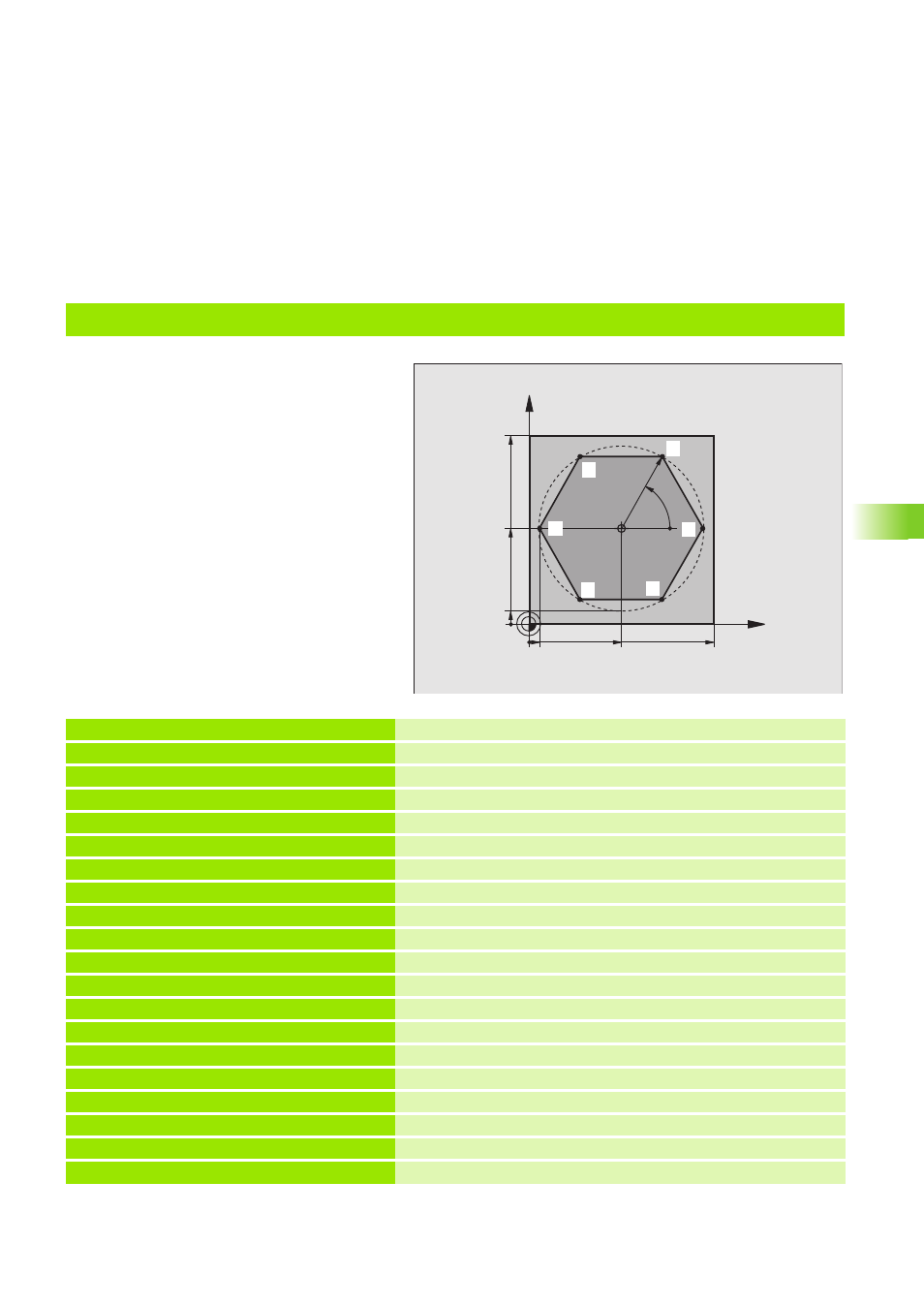
Beispiel: Geradenbewegung polar
0 BEGIN PGM SECHSECK MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 CYCL DEF 1.0 GENERATOR
Zyklus GENERATOR (siehe „Zyklus 1 GENERATOR”, Seite 133)
4 CYCL DEF 1.1 P-TAB CUST1
Gewünschte Erodier-Tabelle, z.B. Tabelle CUST1
5 CYCL DEF 1.2 MAX=6 MIN=6
eine Leistungsstufe festlegen
6 TOOL DEF 6 L+0 R+15
Elektroden-Definition im Programm
7 TOOL CALL 6 Z U+1,5
Elektroden-Aufruf in Zustellachse, Untermaß 1,5 mm
8 CC X+50 Y+50
Bezugspunkt für Polarkoordinaten definieren
9 L Z+100 C+0 R0 F MAX M37
Freifahren in der Zustellachse; Elektrode orientieren; Erodieren AUS
10 LP PR+80 PA-190 R0 F MAX
Vorpositionieren in X und Y; Eilgang
11 L Z-10 R0 F M
Auf Bearbeitungstiefe fahren
12 LP PR+45 PA+180 RL M36
Kontur an Punkt 1 mit Radiuskorrektur anfahren; Erodieren EIN
13 LP PR PA+120 R F M
Punkt 2 anfahren
14 LP PR PA+60 R F M
Punkt 3 anfahren
15 LP PR PA+0 R F M
Punkt 4 anfahren
16 LP PR PA-60 R F M
Punkt 5 anfahren
17 LP PR PA-120 R F M
Punkt 6 anfahren
18 LP PR PA+180 R F M
Punkt 1 anfahren
19 LP PR+80 PA+170 R0 F MAX M37
Freifahren in der Bearbeitungsebene; Erodieren AUS
X
Y
50
100
50
CC
5
100
R45
60°
5
1
1
1
2
1
3
1
4
1
5
1
6