Bearbeitungsebene (zyklus 19) – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 181
HEIDENHAIN TNC 406, TNC 416
161
8.5 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
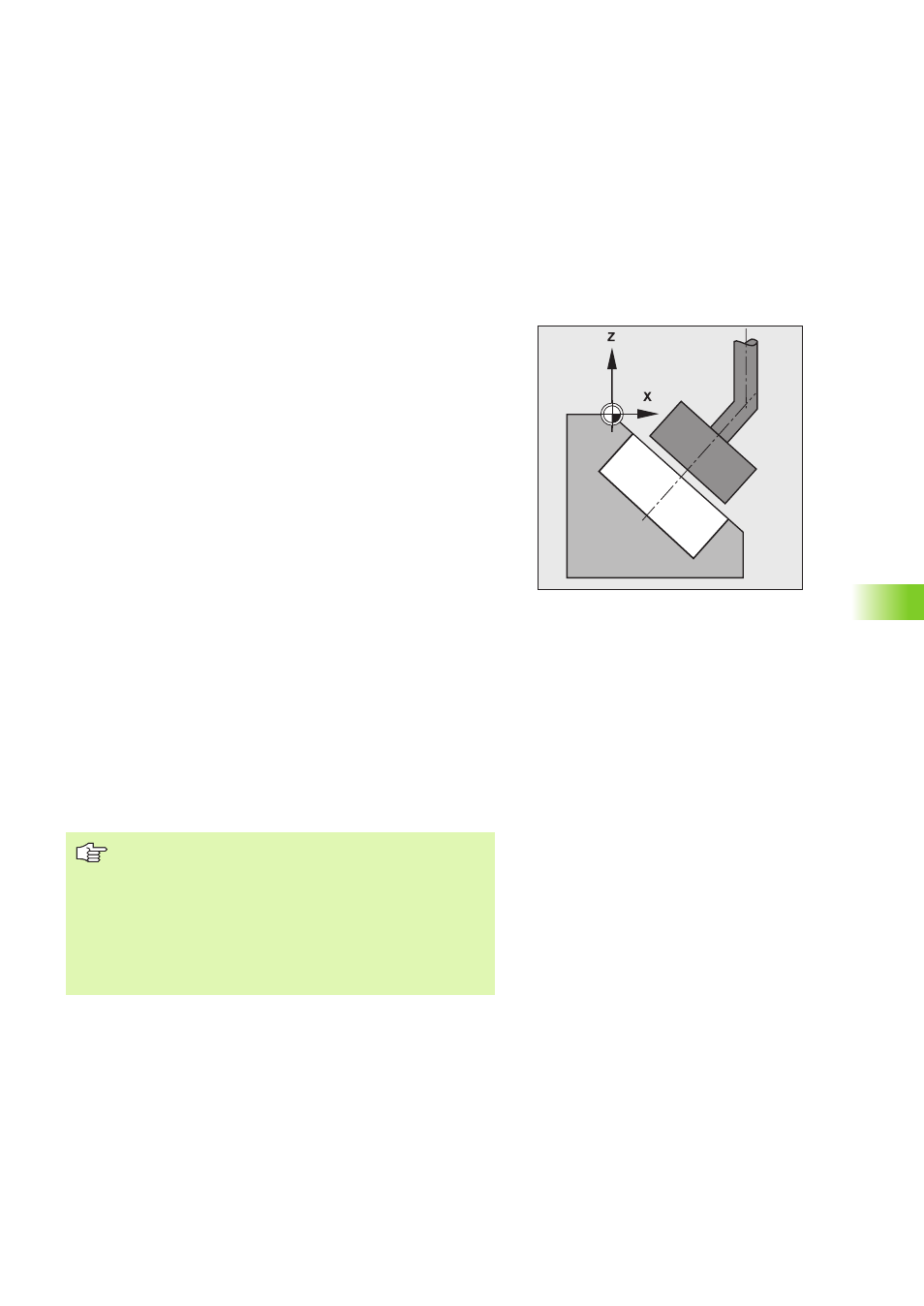
BEARBEITUNGSEBENE (Zyklus 19)
Anwendung
Mit dem Zyklus 19 können Lineare Verfahrbewegungen und Bearbei-
tungen mit dem Zyklus 16 ORBIT, dem Zyklus 17 SCHEIBE oder mit
einem Hersteller-Zyklus beliebig dreidimensional geschwenkt wer-
den. Dadurch lassen sich auf einfache Weise schräge Erodierarbeiten
ausführen.
Wirkung
Nach einer Zyklus-Definition BEARBEITUNGSEBENE schwenkt die
TNC die nachfolgende Bearbeitung um den aktiven Bezugspunkt, der
zuletzt in der Betriebsart MANUELL gesetzt wurde.
Eingaben
Eingegeben werden:
Schwenkwinkel A, entspricht einer Drehung um die X-Achse. Pro-
grammierung im Zyklus mit orangener Taste X
Schwenkwinkel B, entspricht einer Drehung um die Y-Achse. Pro-
grammierung im Zyklus mit orangener Taste Y
Schwenkwinkel C, entspricht einer Drehung um die Z-Achse. Pro-
grammierung im Zyklus mit orangener Taste Z
In der Status-Anzeige STATUS TILT zeigt die TNC an, welche
Schwenkwinkel aktiv sind.
Eingabebereich: -360° bis +360° (nur Absolutwerte möglich).
Rücksetzen
Zyklus BEARBEITUNGSEBENE erneut definieren und Schwenkwinkel
in der zuvor geschwenkten Achse = 0° eingeben, oder Programm neu
anwählen.
Koordinaten-Umrechnungen, z.B. eine Nullpunkt-Ver-
schiebung, wirken auch bei aktiver geschwenkter Bear-
beitungsebene immer im Maschinen-Koordinatensy-
stem.
Eine aktive Grunddrehung wird verrechnet wie ein
Schwenken der Bearbeitungsebene um die Achse C.
Beim Erstellen von Hersteller-Zyklen darauf achten,
dass Sie innerhalb des Zyklus Verfahrbewegungen nur
mit L-Sätzen programmieren.