6 pr ogr ammier -beispie le, Beispiel: senkungsreihe parallel zur x-achse – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 204
184
9 Programmieren: Unterprogramme und Programmteil-Wiederholungen
9
.6 Pr
ogr
ammier
-Beispie
le
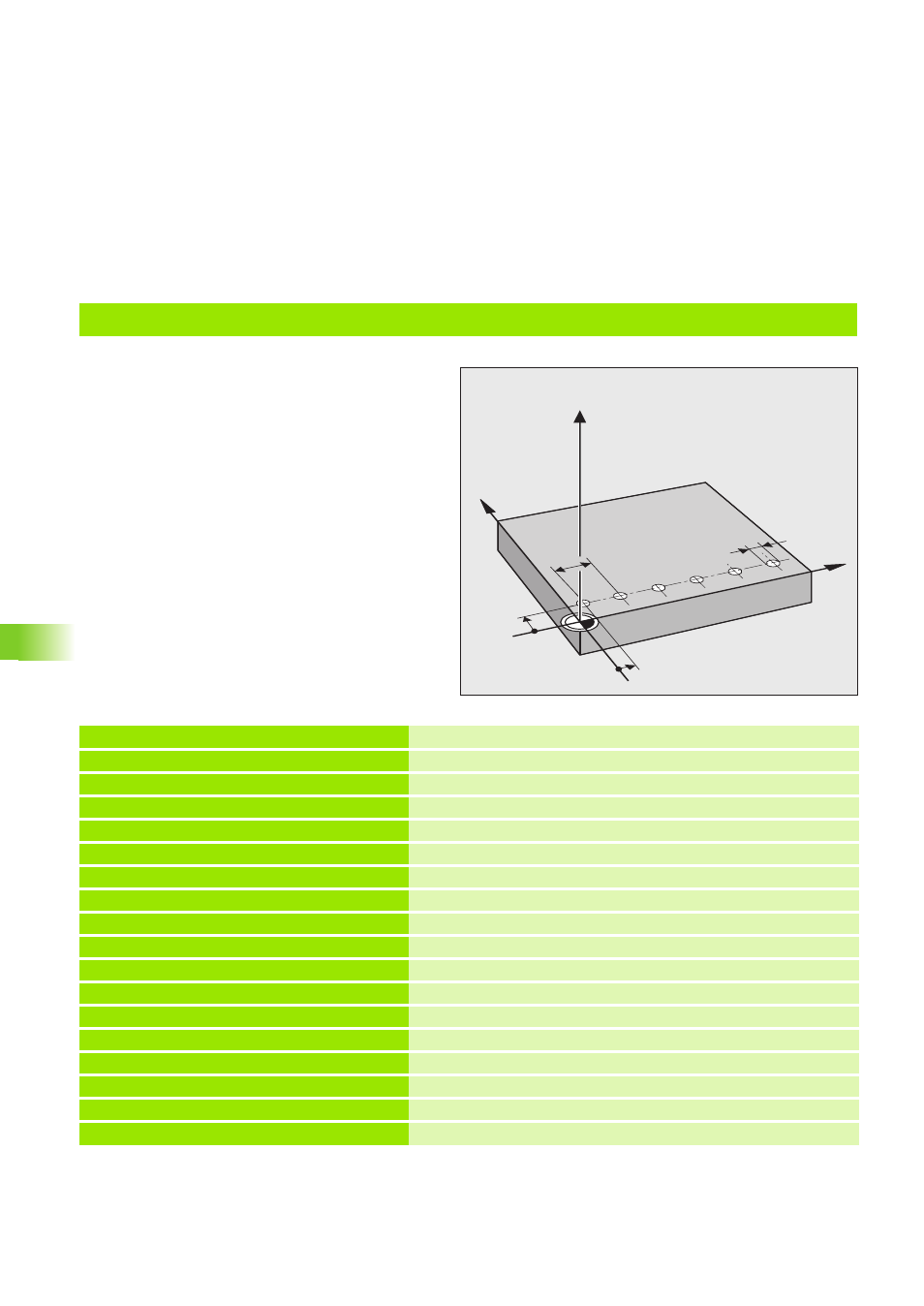
Beispiel: Senkungsreihe parallel zur X-Achse
0 BEGIN PGM REIHE MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
Rohteil definieren
3 CYCLE DEF 1.0 GENERATOR
Zyklus GENERATOR (siehe „Zyklus 1 GENERATOR” auf Seite 133)
4 CYCL DEF 1.1 P-TAB 10
Gewünschte Erodier-Tabelle, z.B. Tabelle 10
5 CYCL DEF 1.2 MAX=8 MIN=8
Eine Leistungsstufe festlegen, z.B. 8
6 TOOL DEF 1 L+0 R+2,4
Elektroden-Definition im Programm
7 TOOL CALL 1 Z U+0,1
Elektroden-Aufruf in Zustellachse Z; Untermaß 0,1 mm
8 L Z+100 R0 F MAX
Freifahren in der Zustellachse; Eilgang; Elektrode einwechseln
9 L X-10 Y+10 Z+2 F MAX M3
Vorpositionierung um Senkungsabstand in negative X-Richtung
10 LBL 1
Beginn des Programmteils, das wiederholt wird
11 L IX+15 F MAX
Über der Senkung positionieren; Eilgang
12 L Z-10 M36
Senken; Erodieren EIN
13 L Z+2 F MAX M37
Elektrode freifahren; Eilgang; Erodieren AUS
14 CALL LBL 1 REP 5/5
Aufruf des LABELs 1; Programmteil zwischen Satz 10 und
Satz 14 wird fünfmal wiederholt (für 6 Senkungen!)
15 L Z+100 R0 F MAX
Elektrode freifahren
16 END PGM REIHE MM
Unterprogramm 1 für komplettes Bohrbild rufen
Z
Y
X
¬ 5
5
10
15