HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 145
HEIDENHAIN TNC 406, TNC 416
125
7.
3 Zusatz-F
u
nktionen für Bahn
v
e
rh
alt
e
n und K
o
or
dinat
e
nang
aben
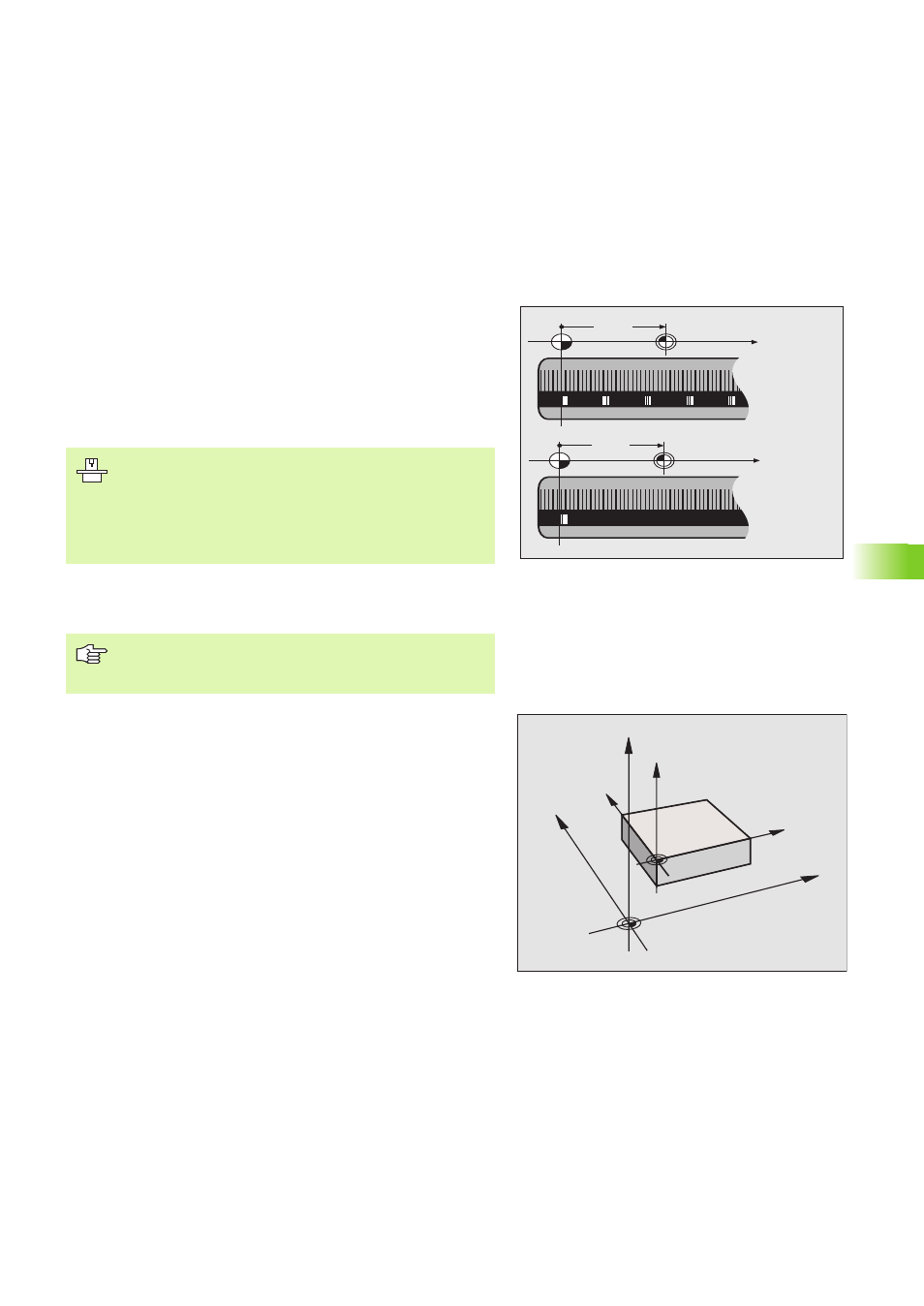
Verhalten mit M91 – Maschinen-Nullpunkt
Wenn sich Koordinaten in Positionier-Sätzen auf den Maschinen-Null-
punkt beziehen sollen, dann geben Sie in diesen Sätzen M91 ein.
Die TNC zeigt die Koordinatenwerte bezogen auf den Maschinen-Null-
punkt an. In der Status-Anzeige schalten Sie die Koordinaten-Anzeige
auf REF, (siehe auch „Status-Anzeige” auf Seite 9).
Verhalten mit M92 – Maschinen-Bezugspunkt
Wenn sich die Koordinaten in Positionier-Sätzen auf den Maschinen-
Bezugspunkt beziehen sollen, dann geben Sie in diesen Sätzen M92
ein.
Wirkung
M91 und M92 wirken nur in den Programmsätzen, in denen M91 oder
M92 programmiert ist.
M91 und M92 werden wirksam am Satz-Anfang.
Werkstück-Bezugspunkt
Die Position des Bezugspunkts für die Werkstück-Koordinaten wird in
der Betriebsart MANUELLER BETRIEB festgelegt (siehe auch
„Bezugspunkt-Setzen” auf Seite 22). Dabei werden direkt die Koordi-
naten des Bezugspunkts für die Bearbeitung eingegeben.
Elektrodenrückzug am Satzende zum Satz-
Anfangspunkt: M93
Standardverhalten
Die TNC arbeitet die NC-Sätze ab wie programmiert.
Verhalten mit M93
Die TNC zieht die Elektrode am Ende eines Satzes wieder zurück auf
den Startpunkt des jeweiligen Satzes. Dies gilt sowohl für Geradenbe-
wegungen als auch für Kreis- und Helix-Bewegungen.
M93 wirkt nur satzweise und nur wenn M36 (Erodieren ein) aktiv ist.
Neben dem Maschinen-Nullpunkt kann der Maschinenher-
steller noch eine weitere maschinenfeste Position
(Maschinen-Bezugspunkt) festlegen.
Der Maschinenhersteller legt für jede Achse den Abstand
des Maschinen-Bezugspunkts vom Maschinen-Nullpunkt
fest (siehe Maschinenhandbuch).
Auch mit M91 oder M92 führt die TNC die Radiuskorrektur
korrekt aus. Die Werkzeug-Länge wird jedoch nicht
berücksichtigt.
X(Z,Y)
X
MP
X(Z,Y)
X
MP
Z
X
Y
Z
Y
X
M