4 er odier -zyklen, Beispiel zum zyklus 14 kontur – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 168
148
8 Programmieren: Zyklen
8.4 Er
odier
-Zyklen
Hauptprogramm:
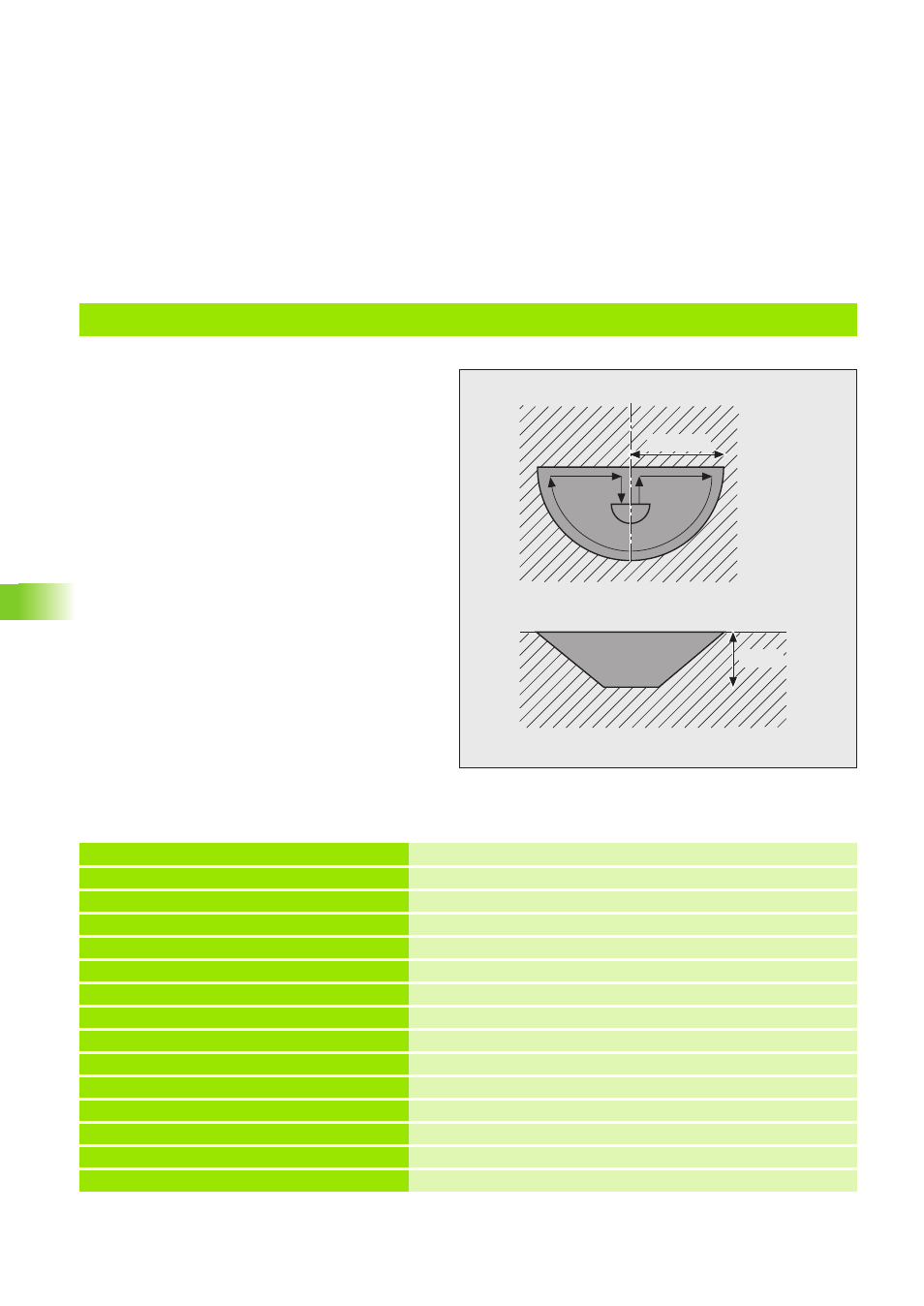
Beispiel zum Zyklus 14 KONTUR
Die Geometrie der Kontur beschreibt das Pro-
gramm GEOMETR.
Der Aufruf des Programms erfolgt durch den
Zyklus 14 KONTUR
Die Form-Elektrode fährt gemäß des Zählparame-
ters Q5 schrittweise ins Material.
Nach jeder Zustellung wird der Skalierungsfaktor
verkleinert und es entsteht die schräge Seiten-
wand.
Der Maschinenprameter MP7410=1, d.h. der
Skalierungsfaktor gilt nicht für die Z-Achse
r = 25 mm
12 mm
0 BEGIN PGM TASCHE MM
Programm-Beginn
1 BLK FORM 0.1 Z X-50 Y-50 Z-30
Rohteil-Definition
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 CYCL DEF 1.0 GENERATOR
Zyklus GENERATOR (siehe „Zyklus 1 GENERATOR” auf Seite 133)
4 CYCL DEF 1.1 P-TAB HDH700
Gewünschte Erodier-Tabelle wählen, z.B. HDH700
5 CYCL DEF 1.2 MAX=13 MIN=13
Leistungsstufe 13 wählen
6 TOOL DEF 1 L+0 R+3
Werkzeug-Definition
7 TOOL CALL 1 Z U+0
Werkzeug-Aufruf
8 L Z+50 C+0 R F M37
Sichere Höhe, orientieren der Elektrode, Erodieren AUS
9 L X+0 Y+0 Z+1 R F M
Vorpositionierung
10 FN 0: Q5 = +8
Zähl-Parameter
11 FN 0: Q1 = +1
Skalierungs-Faktor
12 FN 0: Q10= +25
Radius der Kontur (Halbkreis)
13 FN 4: Q12= +Q10 DIV +2
Hilfsparameter zur Vorpositionierung in Y-Richtung
14 FN 0: Q4 = +80
Parameter für die prozentuale Ausfunkstrecke