5 zyklen zur koordinaten- umrechnung, Zyklus zur elektroden-definition, Zyklen zur koordinaten-umrechnung – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 175: 5 zyklen zur koordinaten-umrechnung
HEIDENHAIN TNC 406, TNC 416
155
8.5 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
8.5 Zyklen zur Koordinaten-
Umrechnung
Zyklus zur Elektroden-Definition
Mit dem Zyklus zur Elektroden-Definition können Sie ähnlich wie mit
der NC-Funktion TOOL DEF Elektroden-Daten eingeben.
Zusätzlich lässt sich im Zyklus eine Elektroden-Korrektur in bis zu vier
Achsen programmieren.
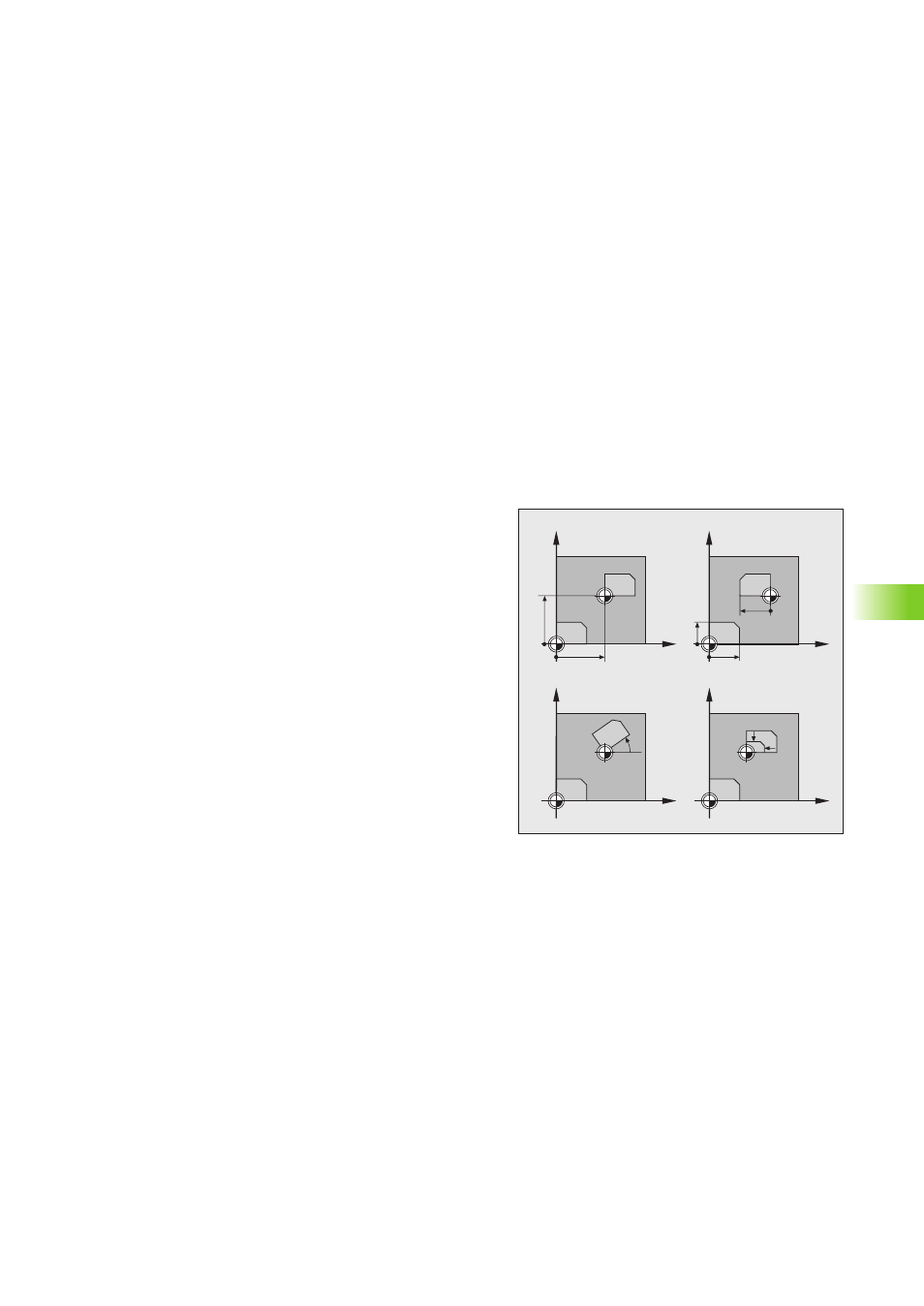
Zyklen zur Koordinaten-Umrechnung
Mit Koordinaten-Umrechnungen kann eine einmal programmierte
Kontur an verschiedenen Stellen des Werkstücks mit veränderter
Lage und Größe ausgeführt werden.
So lässt sich beispielsweise eine Kontur
verschieben (Zyklus 7 NULLPUNKT)
verkleinern oder vergrößern (Zyklus 11 MASSFAKTOR)
Die ursprüngliche Kontur – das Original – muss als Unterprogramm
oder Programmteil im Hauptprogramm stehen.
Darüber hinaus steht noch die Funktion Bearbeitungsebene schwen-
ken zur Verfügung, mit der Sie den Zyklus 16 ORBIT, Zyklus 17
SCHEIBE oder einen Hersteller-Zyklus in einer geschwenkten Bearbei-
tungsebene ausführen können.
Rücksetzen der Koordinaten-Umrechnungen
Sie haben folgende Möglichkeiten, die Koordinaten-Umrechnungen
rückzusetzen:
Zyklus mit Werten für das Grundverhalten erneut definieren, z. B.
Maßfaktor 1,0
Zusatzfunktionen M02, M30 oder den Satz END PGM ausführen
(abhängig von Maschinen-Parametern)
Neues Programm wählen
Y
X
Y
X
Y
X
Y
X