Werkstück-schieflage kompensieren, 4 kalibr ier en und einr ic ht en – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 47
HEIDENHAIN TNC 406, TNC 416
27
2.4 Kalibr
ier
en und Einr
ic
ht
en
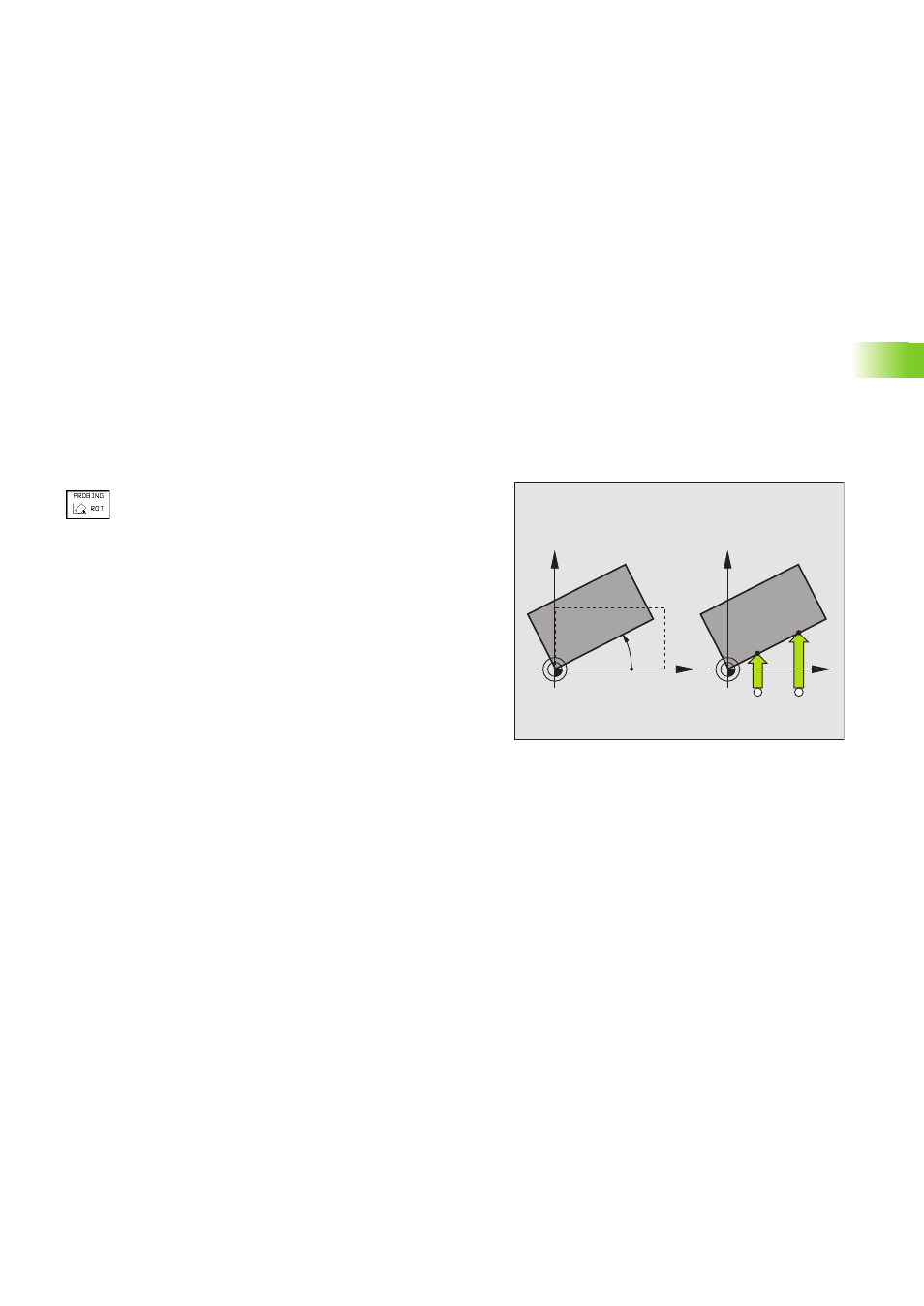
Werkstück-Schieflage kompensieren
Eine schiefe Werkstück-Aufspannung kompensiert die TNC rechne-
risch durch eine „Grunddrehung“.
Dazu wird der Drehwinkel auf den Winkel gesetzt, den eine Werk-
stückfläche mit der Winkelbezugsachse der Bearbeitungsebene ein-
schließen soll. Wenn Sie die Funktion Bearbeitungsebene schwenken
einsetzen, dann berücksichtigt die TNC die Grunddrehung auch im
geschwenkten System.
Grunddrehung ermitteln
8
Antastfunktion GRUNDDREHUNG wählen
8
DREHWINKEL auf Soll-Wert setzen
8
Antast-Elektrode in die Nähe
A
des zweiten Antast-
punkts
1
fahren
8
Antastrichtung senkrecht zur Winkelbezugsachse
wählen: Achse und Richtung über Softkey wählen
8
Antasten: Externe START-Taste drücken
8
Antast-Elektrode in die Nähe
B
des zweiten Antast-
punkts
2
fahren
8
Antasten: Externe START-Taste drücken
Eine Grunddrehung wird netzausfallsicher gespeichert und ist für alle
nachfolgenden Programmläufe und grafischen Simulationen wirksam.
Grunddrehung anzeigen
Der Winkel der Grunddrehung steht in der Drehwinkel-Anzeige. In der
zusätzlichen Status-Anzeige wird bei aktivierter Grunddrehung der
Drehwinkel ebenfalls angezeigt.
Grunddrehung aufheben
8
GRUNDDREHUNG erneut wählen
8
Drehwinkel „0“ eingeben, mit Taste ENT übernehmen
8
Antastfunktion beenden: Taste END drücken
X
Y
PA
X
Y
A
B