3 programmlauf, Anwendung, Parallelbetrieb – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 242: Bearbeitungszeit, Erodierparameter während des programmlaufs ändern, 3 pr ogr a mmlauf 11.3 programmlauf
222
11 Programm-Test und Programmlauf
1
1
.3 Pr
ogr
a
mmlauf
11.3 Programmlauf
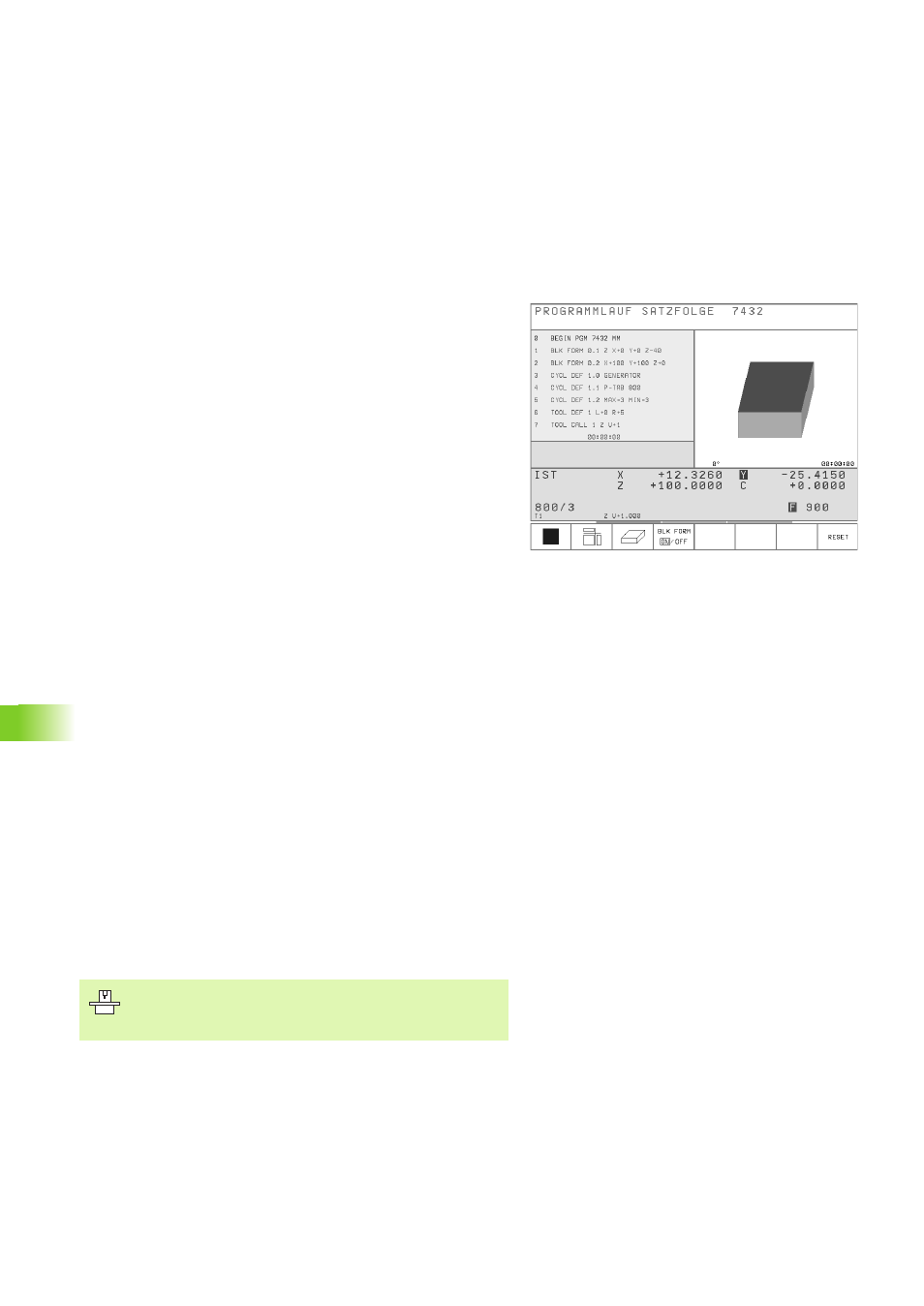
Anwendung
In der Betriebsart PROGRAMMLAUF SATZFOLGE führt die TNC ein
Bearbeitungsprogramm kontinuierlich bis zum Programmende oder
bis zu einer Unterbrechung aus.
In der Betriebsart PROGRAMMLAUF EINZELSATZ wird jeder Satz
nach Drücken der externen START-Taste einzeln ausgeführt.
Die folgenden TNC-Funktionen können für einen Programmlauf
genutzt werden:
Programmlauf unterbrechen
Q-Parameter kontrollieren und ändern
Funktionen für die grafische Darstellung
Parallelbetrieb
Aus dem Programmlauf können Sie in die Betriebsart PROGRAMM
EINSPEICHERN umschalten, um z.B. ein anderes Programm während
der Bearbeitung einzugeben.
Bearbeitungszeit
Die TNC zeigt die berechnete Bearbeitungszeit zwischen Programm-
Sätzen und Status-Anzeige an. Die TNC löscht den Zähler für die Bear-
beitungszeit, wenn Sie ein neues Programm wählen.
Erodierparameter während des Programmlaufs
ändern
Die TNC zeigt die Erodierparameter der aktiven Leistungsstufe in einer
Zeile am Bildschirm an. Mit den waagrechten Pfeiltasten können Sie
jeden Erodierparameter anwählen. Mit den senkrechten Pfeiltasten
können Sie die Parameter-Einstellung während des Programmlaufs
verändern. Wenn Sie Parameter-Einstellungen ändern, werden diese
nicht in die Erodier-Tabelle zurückgeschrieben.
Ihr Maschinenhersteller kann das Ändern von einzelnen
Erodierparametern sperren. Beachten Sie Ihr Maschinen-
Handbuch.