5 bahnbew egung e n – p o lar k oor dinat e n – HEIDENHAIN TNC 406 Benutzerhandbuch
Seite 134
114
6 Programmieren: Konturen programmieren
6.5 Bahnbew
egung
e
n – P
o
lar
k
oor
dinat
e
n
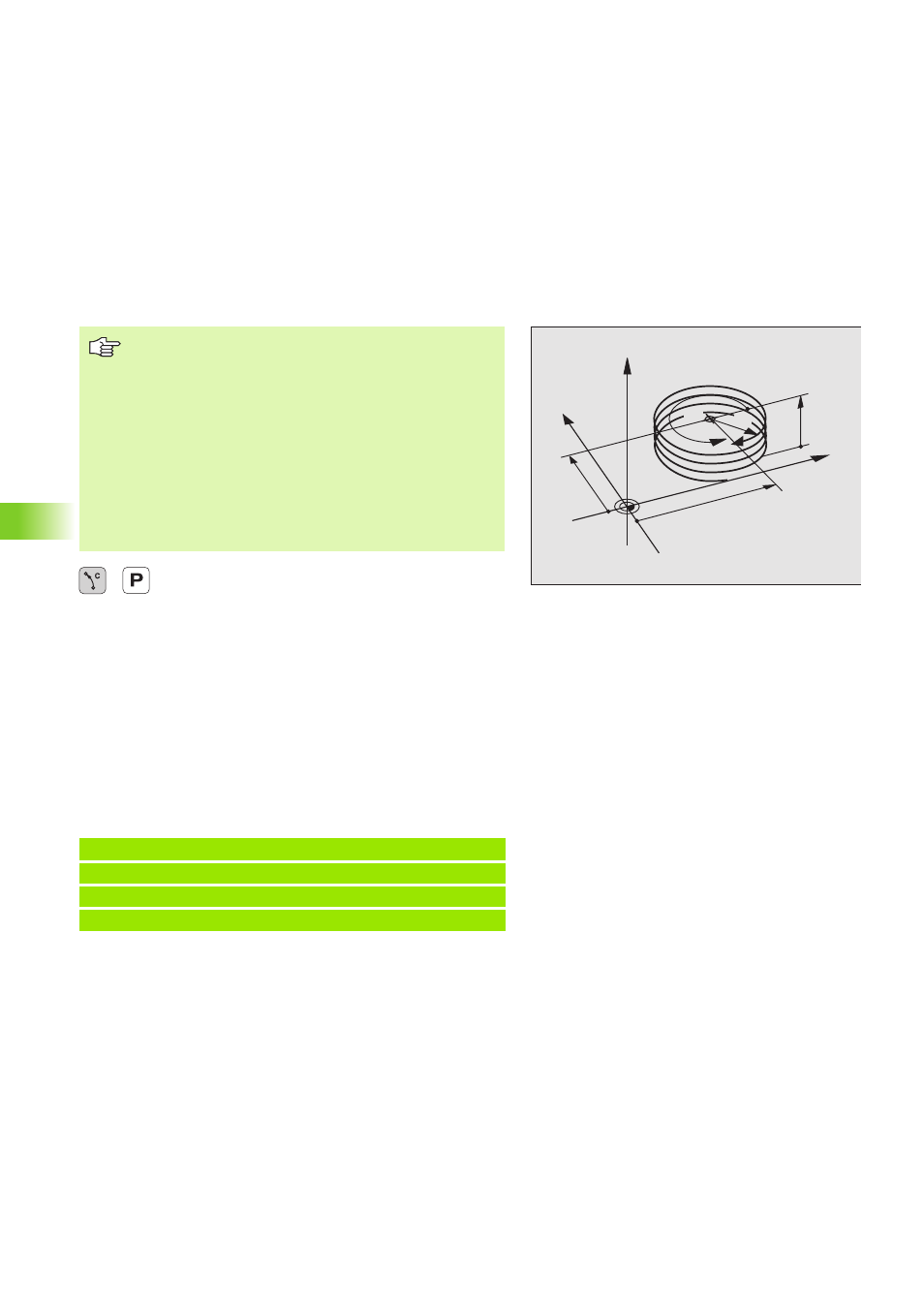
Schraubenlinie programmieren
8
Polarkoordinaten-Winkel
: Gesamtwinkel inkremen-
tal eingeben, den das Werkzeug auf der Schraubenli-
nie fährt. Nach der Eingabe des Winkels wählen
Sie die Werkzeug-Achse mit einer Achswahltaste.
8
Koordinate
für die Höhe der Schraubenlinie inkremen-
tal eingeben
8
Koordinate für die winkelsynchrone Drehung der Elek-
trode inkremental eingeben, z. B. IC-1800
8
Drehsinn DR
Schraubenlinie im Uhrzeigersinn: DR–
Schraubenlinie gegen den Uhrzeigersinn: DR+
8
Radiuskorrektur RL/RR/R0
Radiuskorrektur nach Tabelle eingeben
NC-Beispielsätze: Gewinde M6 x 1 mm mit 5 Gängen
Geben Sie Drehsinn DR und den inkrementalen
Gesamtwinkel IPA mit gleichem Vorzeichen ein, sonst
kann das Werkzeug in einer falschen Bahn fahren.
Für den Gesamtwinkel IPA können Sie Werte von
–5400° bis +5400° eingeben. Wenn das Gewinde mehr
als 15 Gänge hat, dann programmieren Sie die Schrau-
benlinie in einer Programmteil-Wiederholung
(siehe „Programmteil-Wiederholungen”, Seite 176)
Wenn Sie eine Elektrode mit Werkzeugkorrrektur in der
X/Y-Ebene verwenden, müssen Sie die Elektrode bei
Kreisbögen winkelsynchron mitdrehen. Für die C-Achse
geben Sie inkremental den gleichen Winkel ein, wie für
den Gesamtwinkel.
12 CC X+40 Y+25
13 L Z+0 R F M37
14 LP PR+3 PA+270 RL F M
15 CP IPA-1800 IZ+5 IC-1800 DR- R F M
Y
X
Z
25
40
5
270°
R3
CC