4 dreidimensionale werkzeug- korrektur, 4 dr eidimensionale w e rk z eug -k or rekt ur – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 104
88
5 Programmieren: Werkzeuge
5.4 Dreidimensionale Werkzeug-
Korrektur
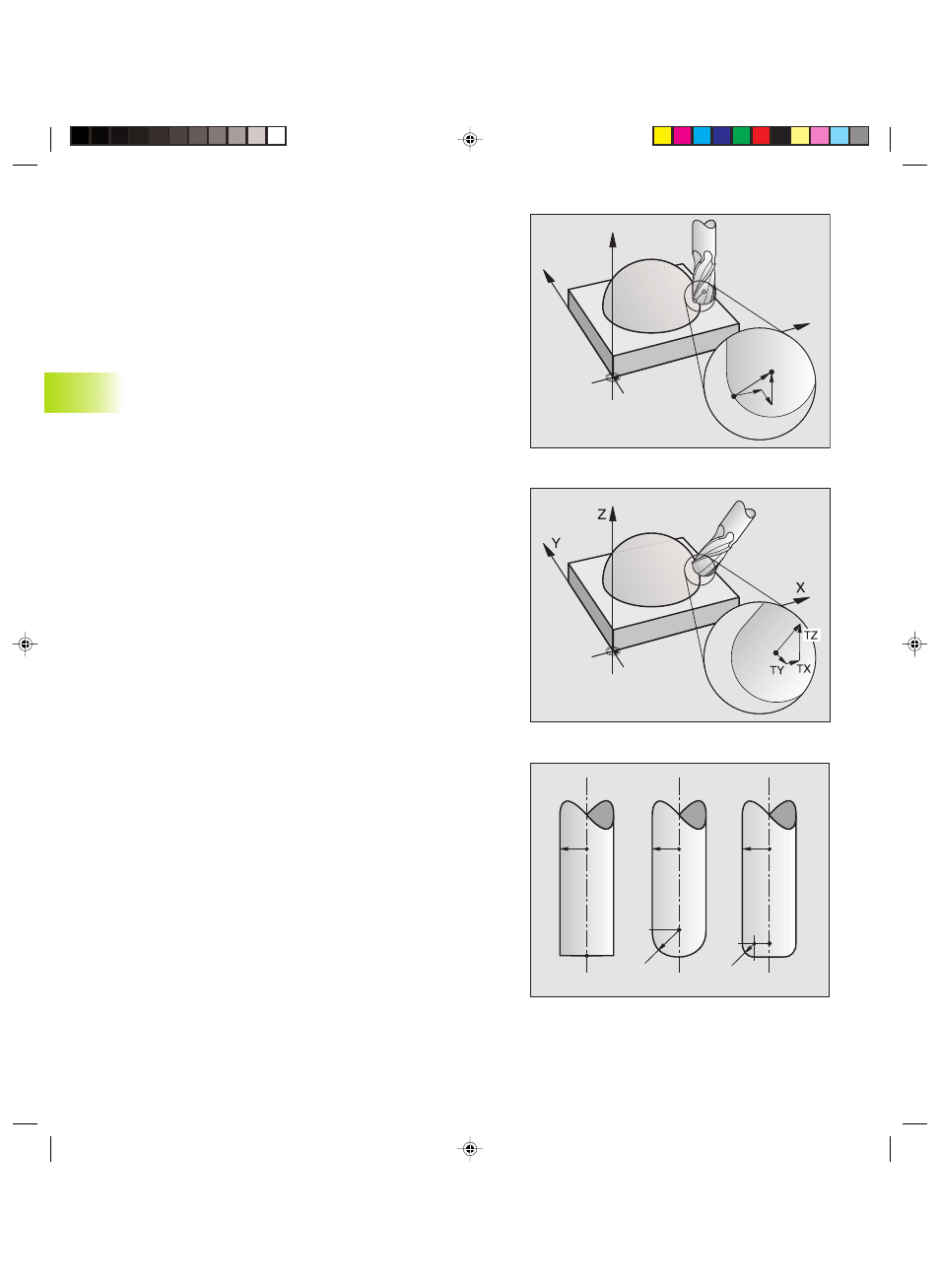
Die TNC kann eine dreidimensionale Werkzeug-Korrektur (3D-
Korrektur) für Geraden-Sätze ausführen. Neben den Koordinaten X,Y
und Z des Geraden-Endpunkts, müssen diese Sätze auch die
Komponenten NX, NY und NZ des Flächennormalen-Vektors (siehe
Bild rechts oben und Erklärung weiter unten auf dieser Seite)
enthalten. Wenn Sie darüber hinaus noch eine Werkzeug-Orientie-
rung oder eine dreidimensionale Radiuskorrektur durchführen
wollen, müssen diese Sätze zusätzlich noch einen normierten
Vektor mit den Komponenten TX, TY und TZ enthalten, der die
Werkzeug-Orientierung festlegt (siehe Bild rechts Mitte). Der
Geraden-Endpunkt, die Komponenten der Flächennormalen und die
Komponenten für die Werkzeug-Orientierung müssen Sie von
einem CAD-System berechnen lassen.
Einsatz-Möglichkeiten
■
Einsatz von Werkzeugen mit Abmessungen, die nicht mit den
vom CAD-System berechneten Abmessungen übereinstimmen
(3D-Korrektur ohne Definition der Werkzeug-Orientierung)
■
Face Milling: Korrektur der Fräsergeometrie in Richtung der
Flächennormalen (3D-Korrektur ohne und mit Definition der
Werkzeug-Orientierung). Zerspanung erfolgt primär mit der
Stirnseite des Werkzeugs
■
Peripheral Milling: Korrektur des Fräserradius senkrecht zur
Bewegungsrichtung und senkrecht zur Werkzeugrichtung (dreidi-
mensionale Radiuskorrektur mit Definition der Werkzeug-
Orientierung). Zerspanung erfolgt primär mit der Mantelfläche
des Werkzeugs
Definition eines normierten Vektors
Ein normierter Vektor ist eine mathematische Größe, die einen
Betrag von 1 und eine beliebige Richtung hat. Bei LN-Sätzen
benötigte die TNC bis zu zwei normierte Vektoren, einen um die
Richtung der Flächennormalen und einen weiteren (optionalen), um
die Richtung der Werkzeug-Orientierung zu bestimmen. Die
Richtung der Flächennormalen ist durch die Komponenten NX, NY
und NZ festgelegt. Sie weist beim Schaft- und Radiusfräser senk-
recht von der Werkstück-Oberfläche weg hin zum Werkzeug-
Bezugspunkt P
T
, beim Eckenradiusfräser durch P
T
‘ bzw. P
T
(Siehe
Bild rechts unten). Die Richtung der Werkzeug-Orientierung ist
durch die Komponenten TX, TY und TZ festgelgt
5.4 Dr
eidimensionale W
e
rk
z
eug
-K
or
rekt
ur
Z
Y
X
P
T
NZ
P
NX
NY
P
T
R
R
R
R2
P
T
P
T
R2
P
T
'
FKAP5.PM6
28.06.2006, 12:42
88