1 werkzeugbezogene eingaben, 1 w e rk z eugbez og ene eing aben – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 88
72
5 Programmieren: Werkzeuge
5.1 Werkzeugbezogene Eingaben
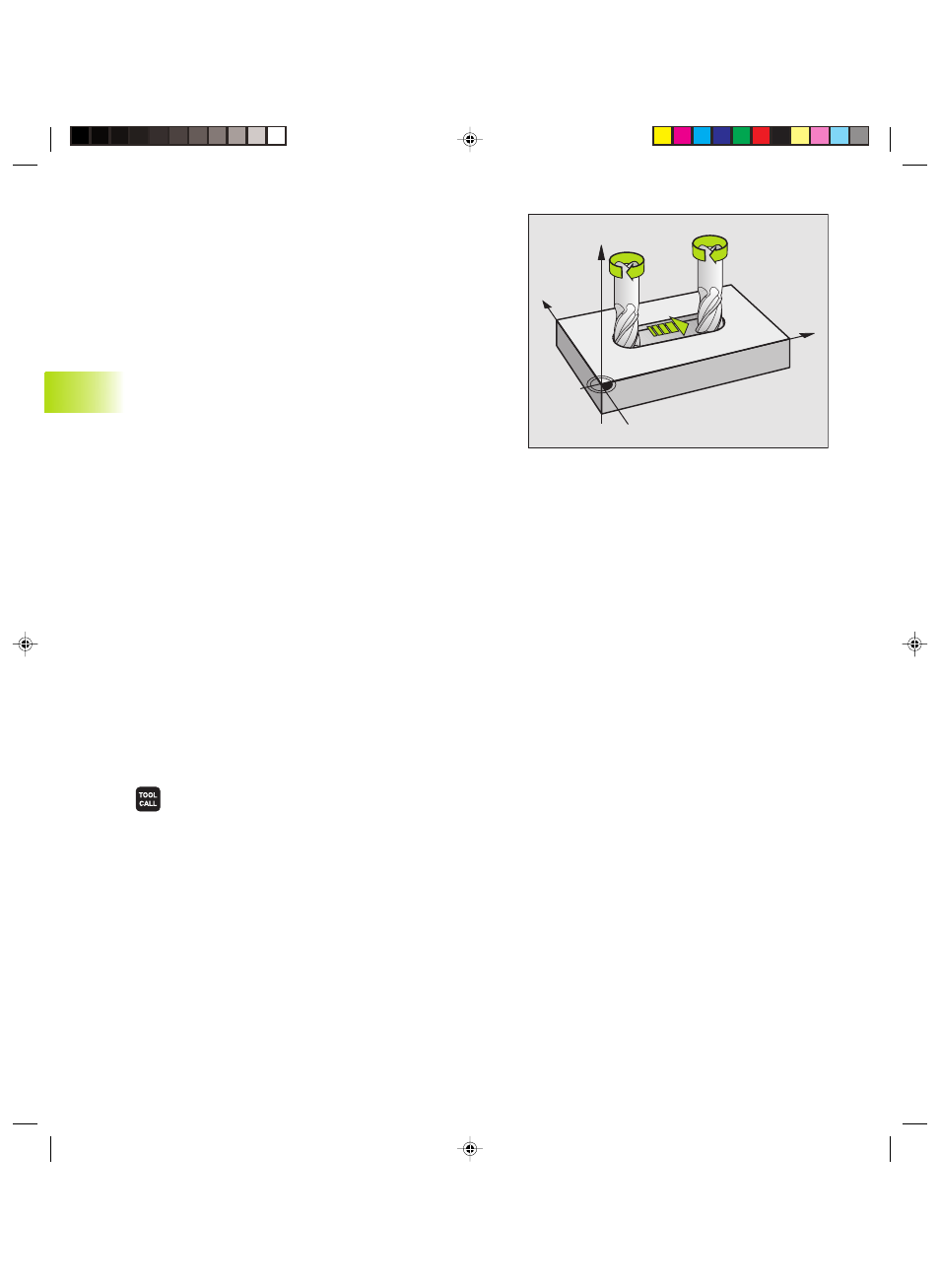
Vorschub F
Der Vorschub F ist die Geschwindigkeit in mm/min (inch/min), mit der
sich der Werkzeugmittelpunkt auf seiner Bahn bewegt. Der maxima-
le Vorschub kann für jede Maschinenachse unterschiedlich sein und
ist durch Maschinen-Parameter festgelegt.
Eingabe
Den Vorschub können Sie im TOOL CALL-Satz (Werkzeug-Aufruf)
und in jedem Positioniersatz eingeben. Siehe „6.2 Grundlagen zu
den Bahnfunktionen“.
Eilgang
Für den Eilgang geben Sie F MAX ein. Zur Eingabe von F MAX
drücken Sie auf die Dialogfrage „Vorschub F = ?“ die Taste ENT oder
den Softkey FMAX.
Wirkungsdauer
Der mit einem Zahlenwert programmierte Vorschub gilt bis zu dem
Satz, in dem ein neuer Vorschub programmiert wird. F MAX gilt nur
für den Satz, in dem er programmiert wurde. Nach dem Satz mit
F MAX gilt wieder der letzte mit Zahlenwert programmierte Vor-
schub.
Änderung während des Programmlaufs
Während des Programmlaufs ändern Sie den Vorschub mit dem
Override-Drehknopf F für den Vorschub.
Spindeldrehzahl S
Die Spindeldrehzahl S geben Sie in Umdrehungen pro Minute
(U/min) in einem TOOL CALL-Satz ein (Werkzeug-Aufruf).
Programmierte Änderung
Im Bearbeitungs-Programm können Sie die Spindeldrehzahl mit
einem TOOL CALL-Satz ändern, indem Sie ausschließlich die neue
Spindeldrehzahl eingeben:
ú
Werkzeug-Aufruf programmieren: Taste TOOL CALL
drücken
ú
Dialog „Werkzeug-Nummer ?“ mit Taste NO ENT
übergehen
ú
Dialog „Spindelachse parallel X/Y/Z ?“ mit Taste NO
ENT übergehen
ú
Im Dialog „Spindeldrehzahl S= ?“ neue Spindel-
drehzahl eingeben, mit Taste END bestätigen
Änderung während des Programmlaufs
Während des Programmlaufs ändern Sie die Spindeldrehzahl mit
dem Override-Drehknopf S für die Spindeldrehzahl.
5
.1
W
e
rk
z
eugbez
og
ene
Eing
aben
X
Y
Z
S
S
F
FKAP5.PM6
28.06.2006, 12:42
72