11 .4 pr ogr ammlauf – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 333
HEIDENHAIN TNC 426, TNC 430
317
11
.4 Pr
ogr
ammlauf
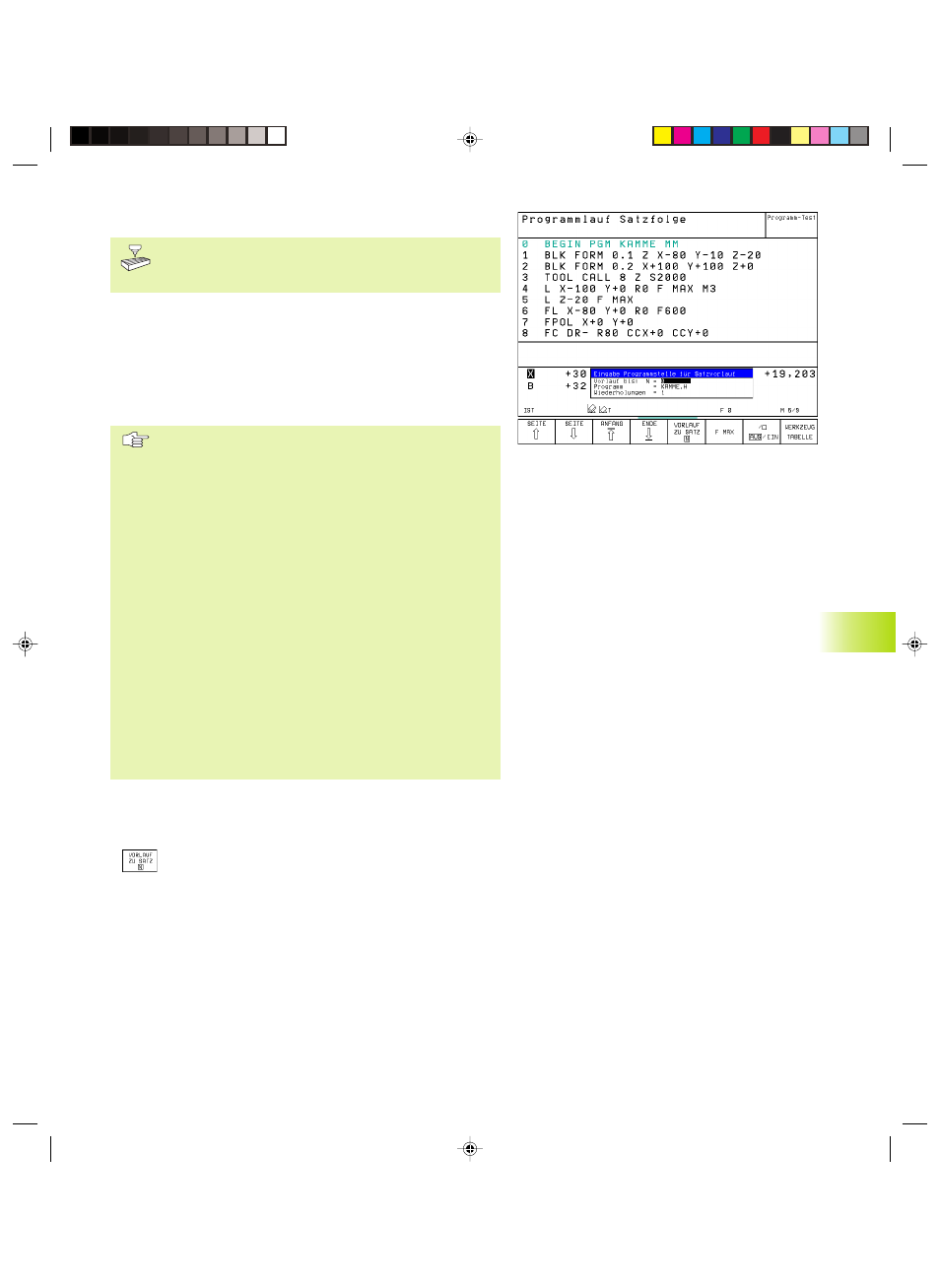
Beliebiger Einstieg ins Programm (Satzvorlauf)
Die Funktion VORLAUF ZU SATZ N muß vom Maschinen-
hersteller freigegeben und angepasst werden. Beachten
Sie Ihr Maschinenhandbuch.
Mit der Funktion VORLAUF ZU SATZ N (Satzvorlauf) können Sie ein
Bearbeitungs-Programm ab einem frei wählbaren Satz N abarbeiten.
Die Werkstück-Bearbeitung bis zu diesem Satz wird von der TNC
rechnerisch berücksichtigt. Sie kann von der TNC grafisch dargestellt
werden.
Wenn Sie ein Programm mit einem INTERNEN STOP abgebrochen
haben, dann bietet die TNC automatisch den Satz N zum Einstieg
an, in dem Sie das Programm abgebrochen haben.
Der Satzvorlauf darf nicht in einem Unterprogramm
beginnen.
Alle benötigten Programme, Tabellen und Paletten-
Dateien müssen in einer Programmlauf-Betriebsart
angewählt sein (Status M).
Enthält das Programm bis zum Ende des Satzvorlaufs eine
programmierte Unterbrechung, wird dort der Satzvorlauf
unterbrochen. Um den Satzvorlauf fortzusetzen, die
externe START-Taste drücken.
Nach einem Satzvorlauf wird das Werkzeug mit der
Funktion POSITION ANFAHREN auf die ermittelte
Position gefahren.
Über Maschinen-Parameter 7680 wird festgelegt, ob der
Satzvorlauf bei verschachtelten Programmen im Satz 0
des Hauptprogramms oder im Satz 0 des Programms
beginnt, in dem der Programmlauf zuletzt unterbrochen
wurde.
Mit dem Softkey 3D EIN/AUS legen Sie fest, ob die TNC
bei geschwenkter Bearbeitungsebene im geschwenkten
oder ungeschwenkten System anfahren soll.
Die Funktion M128 ist bei einem Satzvorlauf nicht erlaubt.
ú
Ersten Satz des aktuellen Programms als Beginn für Vorlauf
wählen: GOTO „0“ eingeben.
ú
Satzvorlauf wählen: Softkey VORLAUF ZU SATZ N drücken
ú
Vorlauf bis N: Nummer N des Satzes eingeben, bei
dem der Vorlauf enden soll
ú
Programm: Namen des Programms eingeben, in dem
der Satz N steht
ú
Wiederholungen: Anzahl der Wiederholungen einge-
ben, die im Satz-Vorlauf berücksichtigt werden sollen,
falls Satz N innerhalb einer Programmteil-Wiederho-
lung steht
ú
Satzvorlauf starten: Externe START-Taste drücken
ú
Kontur anfahren: Siehe nächster Abschnitt „Wiederan-
fahren an die Kontur“
NKAP11.PM6
28.06.2006, 12:42
317