2 bohrzyklen – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 199
183
HEIDENHAIN TNC 426, TNC 430
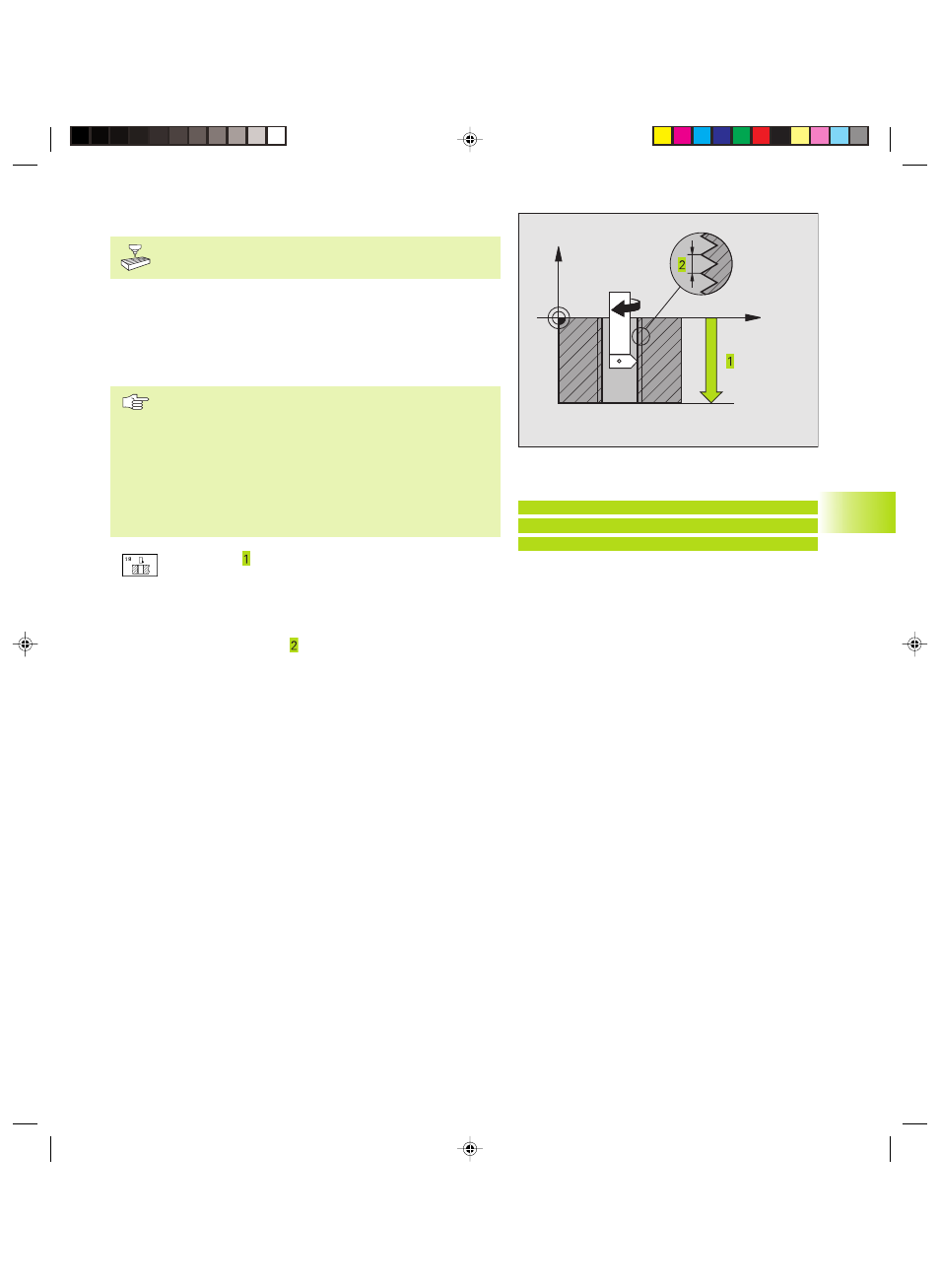
GEWINDESCHNEIDEN (Zyklus 18)
Maschine und TNC müssen vom Maschinenhersteller für
das Gewindeschneiden vorbereitet sein.
Zyklus 18 GEWINDESCHNEIDEN fährt das Werkzeug mit geregelter
Spindel von der aktuellen Position mit der aktiven Drehzahl auf die
Tiefe. Am Bohrungsgrund erfolgt ein Spindel-Stop. An- und Wegfahr-
bewegungen müssen Sie separat eingeben – am besten in einem
Hersteller-Zyklus. Ihr Maschinenhersteller erteilt Ihnen hierzu nähere
Informationen.
Beachten Sie vor dem Programmieren
Die TNC berechnet den Vorschub in Abhängigkeit von der
Drehzahl. Wenn Sie während des Gewindeschneidens der
Drehknopf für den Drehzahl-Override betätigen, paßt die
TNC der Vorschub automatisch an.
Der Drehknopf für den Vorschub-Override ist nicht aktiv.
Die TNC schaltet die Spindel automatisch Ein und Aus. Vor
dem Zyklus-Aufruf nicht M3 oder M4 programmieren.
ú
Bohrtiefe : Abstand zwischen aktueller Werkzeug-
Position und Gewindeende
Das Vorzeichen der Bohrtiefe legt die Arbeitsrichtung
fest („–“ entspricht negativer Richtung in der Spindel-
achse)
ú
Gewindesteigung :
Steigung des Gewindes. Das Vorzeichen legt Rechts-
und Linksgewinde fest:
+ = Rechtsgewinde (M3 bei negativer Bohrtiefe )
– = Linksgewinde (M4 bei negativer Bohrtiefe )
8.2 Bohrzyklen
X
Z
NC-Beispielsätze:
22 CYCL DEF 18.0 GEWINDESCHNEIDEN
23 CYCL DEF 18.1 TIEFE -20
24 CYCL DEF 18.2 STEIG +1
KKAP8.PM6
28.06.2006, 12:42
183