4 dr eidimensionale w e rk z eug -k or rekt ur – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 105
89
HEIDENHAIN TNC 426, TNC 430
Die Koordinaten für die Position X,Y, Z und für die
Flächennormalen NX, NY, NZ, bzw. TX, TY, TZ, müssen im
NC-Satz die gleiche Reihenfolge haben.
Im LN-Satz immer alle Koordinaten und alle Flächen-
normalen angeben, auch wenn sich die Werte im Ver-
gleich zum vorherigen Satz nicht geändert haben.
Die 3D-Korrektur mit Flächennormalen ist für
Koordinatenangaben in den Hauptachsen X, Y, Z gültig.
Wenn Sie ein Werkzeug mit Übermaß (positive Delta-
werte) einwechseln, gibt die TNC eine Fehlermeldung
aus. Die Fehlermeldung können Sie mit der M-Funktion
M107 unterdrücken (siehe „5.2 Werkzeug-Daten,
Werkzeugwechsel“).
Die TNC warnt nicht mit einer Fehlermeldung, wenn
Werkzeug-Übermaße die Kontur verletzen würden.
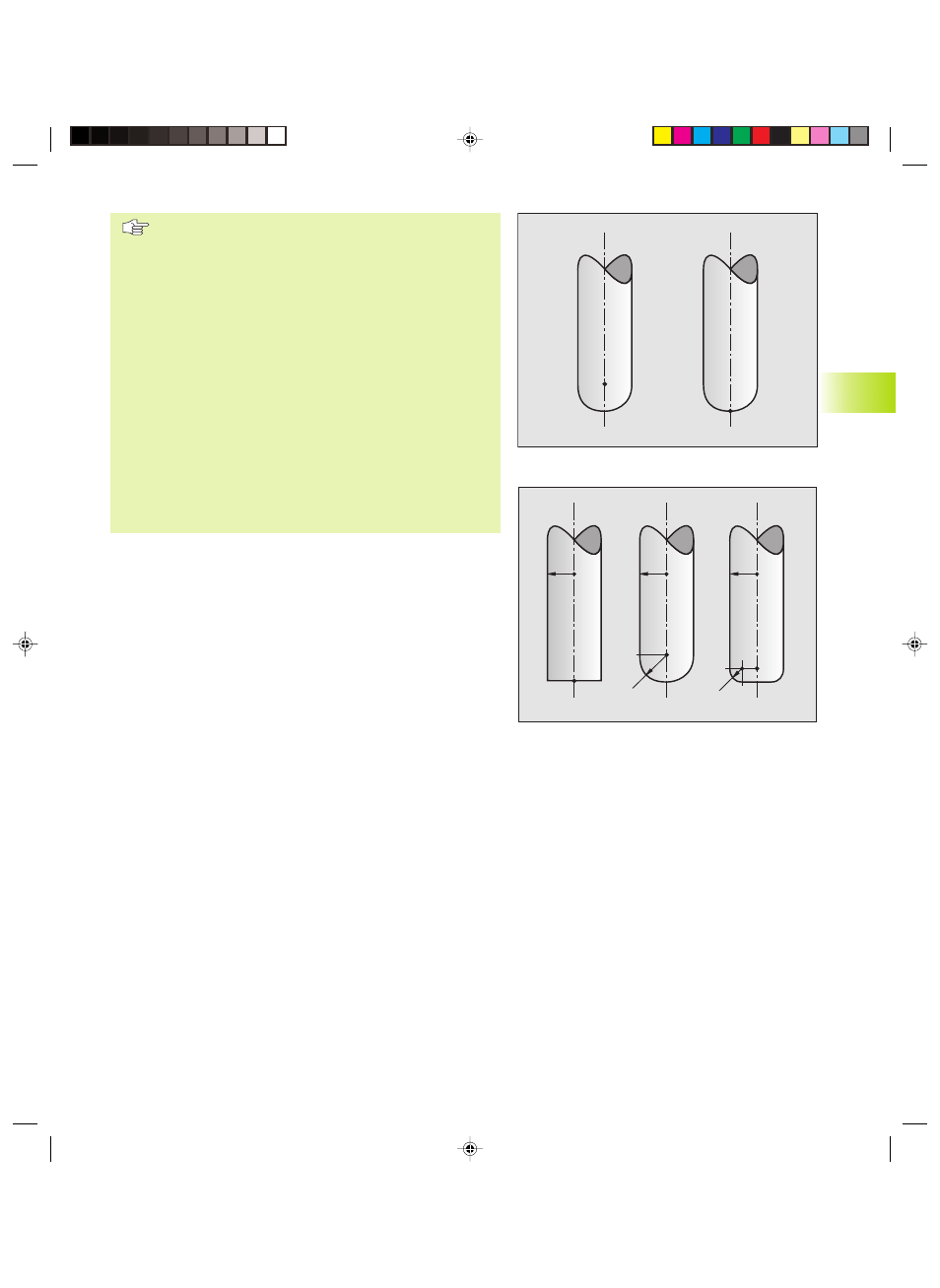
Über den Maschinen-Parameter 7680 legen Sie fest, ob
das CAD-System die Werkzeug-Länge über Kugelzentrum
P
T
oder Kugelsüdpol P
SP
korrigiert hat (siehe Bild rechts
oben).
Erlaubte Werkzeug-Formen
Die erlaubten Werkzeug-Formen (siehe Bild rechts Mitte) legen Sie
in der Werkzeug-Tabelle über die Werkzeug-Radien R und R2 fest:
Werkzeug-Radius: R
Maß vom Werkzeugmittelpunkt zur Werkzeug-Außenseite
Werkzeug-Radius 2: R2
Rundungsradius von der Werkzeug-Spitze zur Werkzeug-Außenseite
Das Verhältnis von R zu R2 bestimmt die Form des Werkzeugs:
R2 = 0
Schaftfräser
R2 = R
Radiusfräser
0 < R2 < R
Eckenradiusfräser
Aus diesen Angaben ergeben sich auch die Koordinaten für den
Werkzeug-Bezugspunkt P
T
.
5.4 Dr
eidimensionale W
e
rk
z
eug
-K
or
rekt
ur
P
T
P
SP
P
T
R
R
R
R2
P
T
P
T
R2
P
T
'
FKAP5.PM6
28.06.2006, 12:42
89