3 pr ogr amm-t est – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 328
11 Programm-Test und Programmlauf
312
1
1
.3 Pr
ogr
amm-T
est
Programm-Test ausführen
Bei aktivem zentralen Werkzeug-Speicher müssen Sie für den
Programm-Test eine Werkzeug-Tabelle aktiviert haben (Status S).
Wählen Sie dazu in der Betriebsart Programm-Test über die Datei-
Verwaltung (PGM MGT) eine Werkzeug-Tabelle aus.
Mit der MOD-Funktion ROHTEIL IM ARB.-RAUM aktivieren Sie für
den Programm-Test eine Arbeitsraum-Überwachung (siehe „12
MOD-Funktionen, Rohteil im Arbeitsraum darstellen“).
ú
Betriebsart Programm-Test wählen
ú
Datei-Verwaltung mit Taste PGM MGT anzeigen und
Datei wählen, die Sie testen möchten oder
ú
Programm-Anfang wählen: Mit Taste GOTO Zeile „0“
wählen und Eingabe mit Taste ENT bestätigen
Die TNC zeigt folgende Softkeys:
Funktionen
Softkey
Gesamtes Programm testen
Jeden Programm-Satz einzeln testen
Rohteil abbilden und gesamtes Programm testen
Programm-Test anhalten
Programm-Test bis zu einem bestimmten Satz ausführen
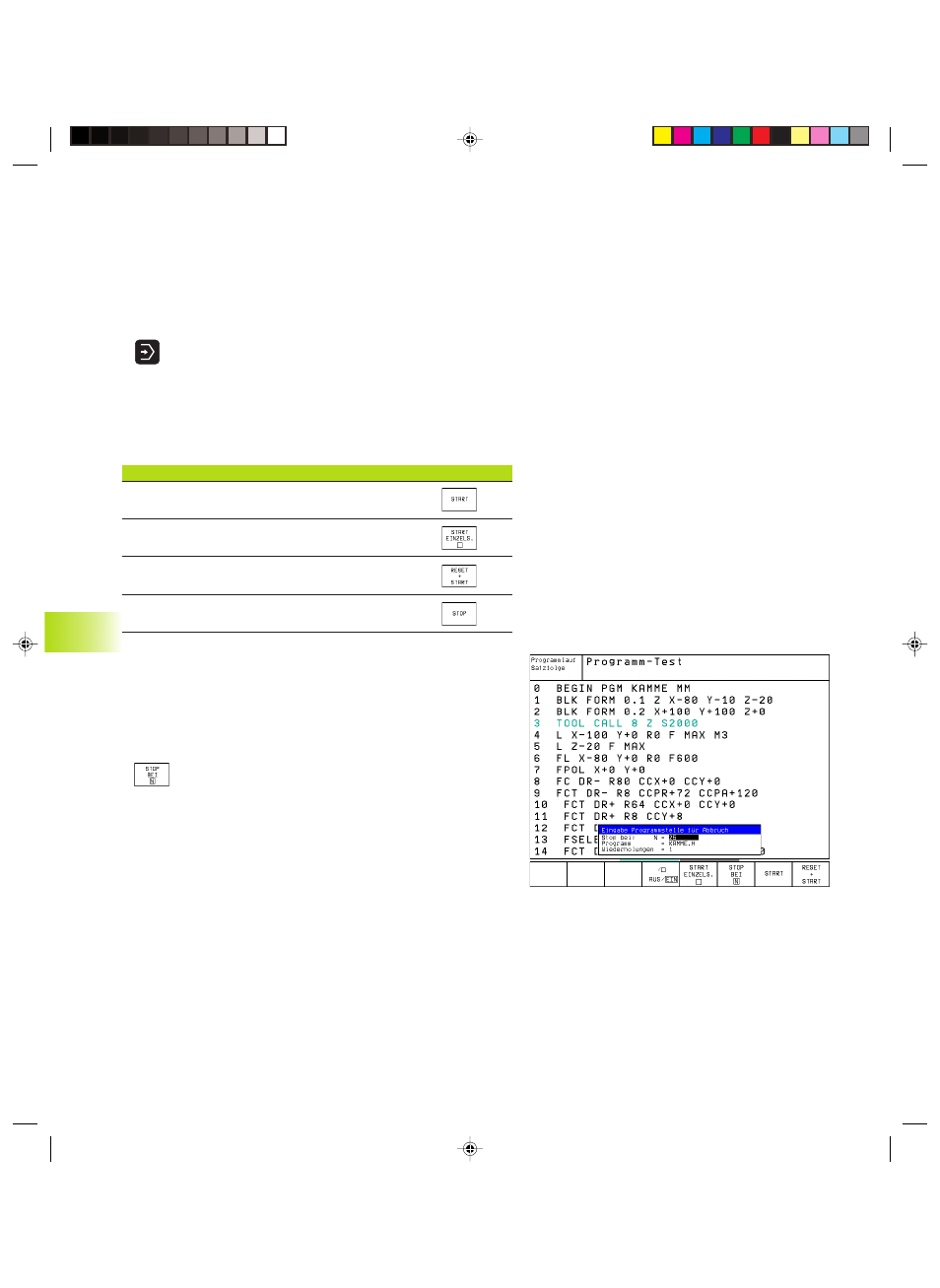
Mit STOP BEI N führt die TNC den Programm-Test nur bis zum Satz
mit der Satz-Nummer N durch.
ú
In der Betriebsart Programm-Test den Programm-Anfang wählen
ú
Programm-Test bis zu bestimmtem Satz wählen:
Softkey STOP BEI N drücken
ú
Stop bei N: Satz-Nummer eingeben, bei der der
Programm-Test gestoppt werden soll
ú
Programm: Name des Programms eingeben, in dem
der Satz mit der gewählten Satz-Nummer steht; die
TNC zeigt den Namen des gewählten Programms an;
wenn der Programm-Stop in einem mit PGM CALL
aufgerufenen Programm stattfinden soll, dann diesen
Namen eintragen
ú
Wiederholungen: Anzahl der Wiederholungen einge-
ben, die durchgeführt werden sollen, falls N innerhalb
einer Programmteil-Wiederholung steht
ú
Programm-Abschnitt testen: Softkey START drücken;
die TNC testet das Programm bis zum eingegebenen
Satz
NKAP11.PM6
28.06.2006, 12:42
312