3 k ont ur anf ahr en und v e rlassen – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 123
107
HEIDENHAIN TNC 426, TNC 430
Die Koordinaten lassen sich absolut oder inkremental in rechtwinkli-
gen oder Polarkoordinaten eingeben.
Beim Positionieren von der Ist-Position zum Hilfspunkt P
H
überprüft
die TNC nicht, ob die programmierte Kontur beschädigt wird. Über-
prüfen Sie das mit der Test-Grafik!
Beim Anfahren muß der Raum zwischen Startpunkt P
S
und erstem
Konturpunkt P
A
groß genug sein, daß der programmierte
Bearbeitungs-Vorschub erreicht wird.
Von der Ist-Position zum Hilfspunkt P
H
fährt die TNC mit dem zuletzt
programmierten Vorschub.
Radiuskorrektur
Die Radiuskorrektur programmieren Sie zusammen mit dem ersten
Konturpunkt P
A
im APPR-Satz. Die DEP-Sätze heben die Radius-
korrektur automatisch auf!
Anfahren ohne Radiuskorrektur: Wird im APPR-Satz R0 program-
miert, so fährt die TNC das Werkzeug wie ein Werkzeug mit
R = 0 mm und Radiuskorrektur RR! Dadurch ist bei den Funktionen
APPR/DEP LN und APPR/DEP CT die Richtung festgelegt, in der die
TNC das Werkzeug zur Kontur hin und von ihr fort fährt.
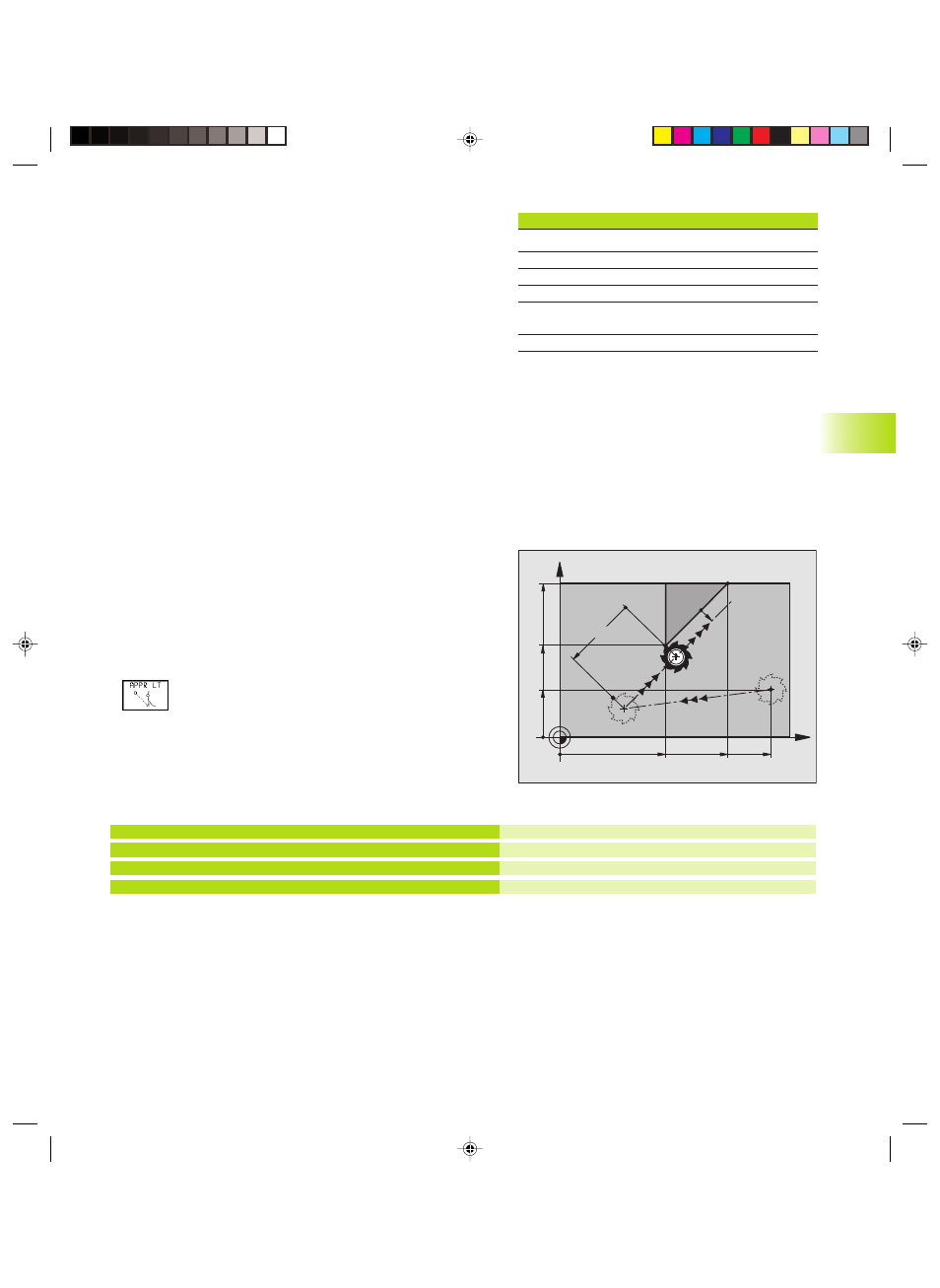
Anfahren auf einer Geraden
mit tangentialem Anschluß: APPR LT
Die TNC fährt das Werkzeug auf einer Geraden vom Startpunkt P
S
auf einen Hilfspunkt P
H
. Von dort aus fährt es den ersten Kontur-
punkt P
A
auf einer Geraden tangential an. Der Hilfspunkt P
H
hat den
Abstand LEN zum ersten Konturpunkt P
A
.
ú
Beliebige Bahnfunktion: Startpunkt P
S
anfahren
ú
Dialog mit Taste APPR/DEP und Softkey APPR LT
eröffnen:
ú
Koordinaten des ersten Konturpunkts P
A
ú
LEN: Abstand des Hilfspunkts P
H
zum ersten Kontur-
punkt P
A
ú
Radiuskorrektur für die Bearbeitung
NC-Beispielsätze
7 L X+40 Y+10 R0 FMAX M3
8 APPR LT X+20 Y+20 Z-10 LEN15 RR F100
9 L X+35 Y+35
10 L ...
Kurzbezeichnung
Bedeutung
APPR
engl. APPRoach = Anfahrt
DEP
engl. DEParture = Abfahrt
L
engl. Line = Gerade
C
engl. Circle = Kreis
T
Tangential (stetiger, glatter
Übergang)
N
Normale (senkrecht)
P
S
ohne Radiuskorrektur anfahren
P
A
mit Radiuskorr. RR, Abstand P
H
zu P
A
: LEN=15
Endpunkt erstes Konturelement
Nächstes Konturelement
X
Y
20
10
20
P
A
RR
P
S
R0
15
P
H
RR
RR
40
35
35
6.3 K
ont
ur anf
ahr
en und v
e
rlassen
GKAP6.PM6
28.06.2006, 12:42
107