2 gr undlag en zu den bahnfunktionen – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 120
104
6 Programmieren: Konturen programmieren
Eingabe von mehr als drei Koordinaten
Die TNC kann bis zu 5 Achsen gleichzeitig steuern. Bei einer
Bearbeitung mit 5 Achsen bewegen sich beispielsweise 3 Linear-
und 2 Drehachsen gleichzeitig.
Das Bearbeitungs-Programm für eine solche Bearbeitung liefert
gewöhnlich ein CAD-System und kann nicht an der Maschine erstellt
werden.
Beispiel:
L X+20 Y+10 Z+2 A+15 C+6 R0 F100 M3
Eine Bewegung von mehr als 3 Achsen wird von der TNC
grafisch nicht unterstützt.
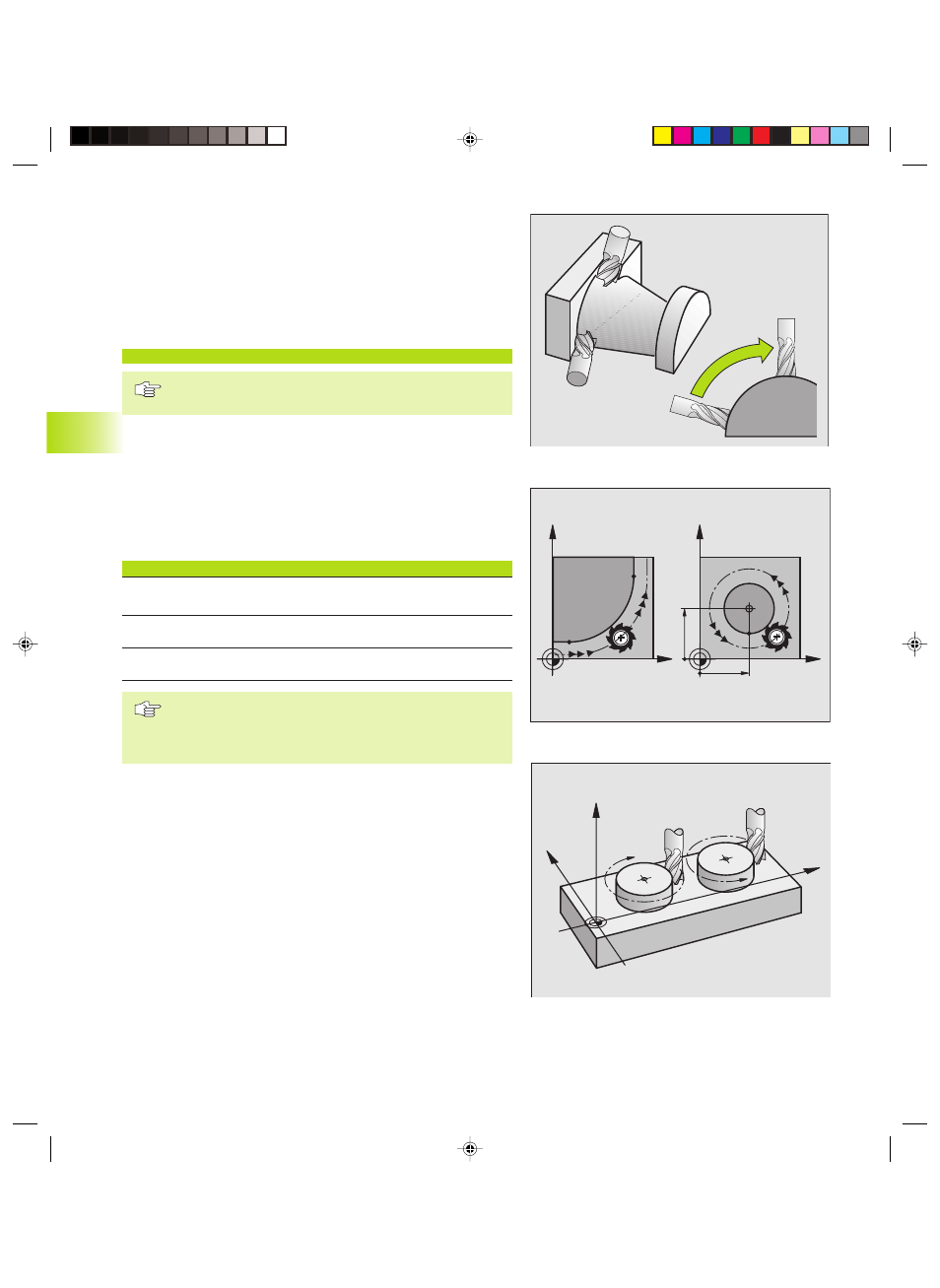
Kreise und Kreisbögen
Bei Kreisbewegungen fährt die TNC zwei Maschinenachsen gleich-
zeitig: Das Werkzeug bewegt sich relativ zum Werkstück auf einer
Kreisbahn. Für Kreisbewegungen können Sie einen Kreismittelpunkt
CC eingeben.
Mit den Bahnfunktionen für Kreisbögen programmieren Sie Kreise in
den Hauptebenen: Die Hauptebene ist beim Werkzeug-Aufruf TOOL
CALL mit dem Festlegen der Spindelachse zu definieren:
Spindelachse
Hauptebene
Z
XY, auch
UV, XV, UY
Y
ZX, auch
WU, ZU, WX
X
YZ, auch
VW, YW, VZ
Kreise, die nicht parallel zur Hauptebene liegen, program-
mieren Sie mit der Funktion „Bearbeitungsebene schwen-
ken“ (siehe Kapitel 8) oder mit Q-Parametern (siehe
Kapitel 10).
Drehsinn DR bei Kreisbewegungen
Für Kreisbewegungen ohne tangentialen Übergang zu anderen
Konturelementen geben Sie den Drehsinn DR ein:
Drehung im Uhrzeigersinn: DR–
Drehung gegen den Uhrzeigersinn: DR+
Radiuskorrektur
Die Radiuskorrektur muß in dem Satz stehen, mit dem Sie das erste
Konturelement anfahren. Die Radiuskorrektur darf nicht in einem
Satz für eine Kreisbahn begonnen werden. Programmieren Sie
diese zuvor in einem Geraden-Satz oder im Anfahr-Satz (APPR-Satz).
APPR-Satz und Geraden-Satz siehe „6.3 Kontur anfahren und
verlassen“ und „6.4 Bahnbewegungen – rechtwinklige Koordinaten“.
X
Y
X
Y
CC
X
CC
Y
CC
CC
CC
DR–
DR+
X
Z
Y
6.2 Gr
undlag
en zu den Bahnfunktionen
GKAP6.PM6
28.06.2006, 12:42
104