1 allgemeines zu den zyklen, 1 allg emeines zu den zyklen – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 178
8 Programmieren: Zyklen
162
8.1 Allgemeines zu den Zyklen
Häufig wiederkehrende Bearbeitungen, die mehrere Bearbeitungs-
schritte umfassen, sind in der TNC als Zyklen gespeichert. Auch
Koordinaten-Umrechnungen und einige Sonderfunktionen stehen als
Zyklen zur Verfügung. Die Tabelle rechts zeigt die verschiedenen
Zyklus-Gruppen.
Bearbeitungs-Zyklen mit Nummern ab 200 verwenden Q-Parame-
ter als Übergabeparameter. Parameter mit gleicher Funktion, die die
TNC in verschiedenen Zyklen benötigt, haben immer dieselbe
Nummer: z.B. Q200 ist immer der Sicherheits-Abstand, Q202
immer die Zustell-Tiefe usw.
Zyklus definieren über Softkeys
ú
Die Softkey-Leiste zeigt die verschiedenen Zyklus-
Gruppen
ú
Zyklus-Gruppe wählen, z.B. Bohrzyklen
ú
Zyklus wählen, z.B. TIEFBOHREN. Die TNC eröffnet
einen Dialog und erfragt alle Eingabewerte; gleichzeitig
blendet die TNC in der rechten Bildschirmhälfte eine
Grafik ein, in der der einzugebende Parameter hell
hinterlegt ist
ú
Geben Sie alle von der TNC geforderten Parameter
ein und schließen Sie jede Eingabe mit der
Taste ENT ab
ú
Die TNC beendet den Dialog, nachdem Sie alle erfor-
derlichen Daten eingegeben haben
Zyklus definieren über GOTO-Funktion
ú
Die Softkey-Leiste zeigt die verschiedenen Zyklus-
Gruppen
ú
Die TNC zeigt in einem Fenster die Zyklen-Übersicht
an. Wählen Sie mit den Pfeiltasten den gewünschten
Zyklus oder geben Sie die Zyklus-Nummer ein und
bestätigen jeweils mit der Taste ENT. Die TNC eröffnet
dann den Zyklus-Dialog wie zuvor beschrieben
NC-Beispielsätze
CYCL DEF 1.0
TIEFBOHREN
CYCL DEF 1.1
ABST 2
CYCL DEF 1.2
TIEFE 30
CYCL DEF 1.3
ZUSTLG 5
CYCL DEF 1.4
V.ZEIT 1
CYCL DEF 1.5
F 150
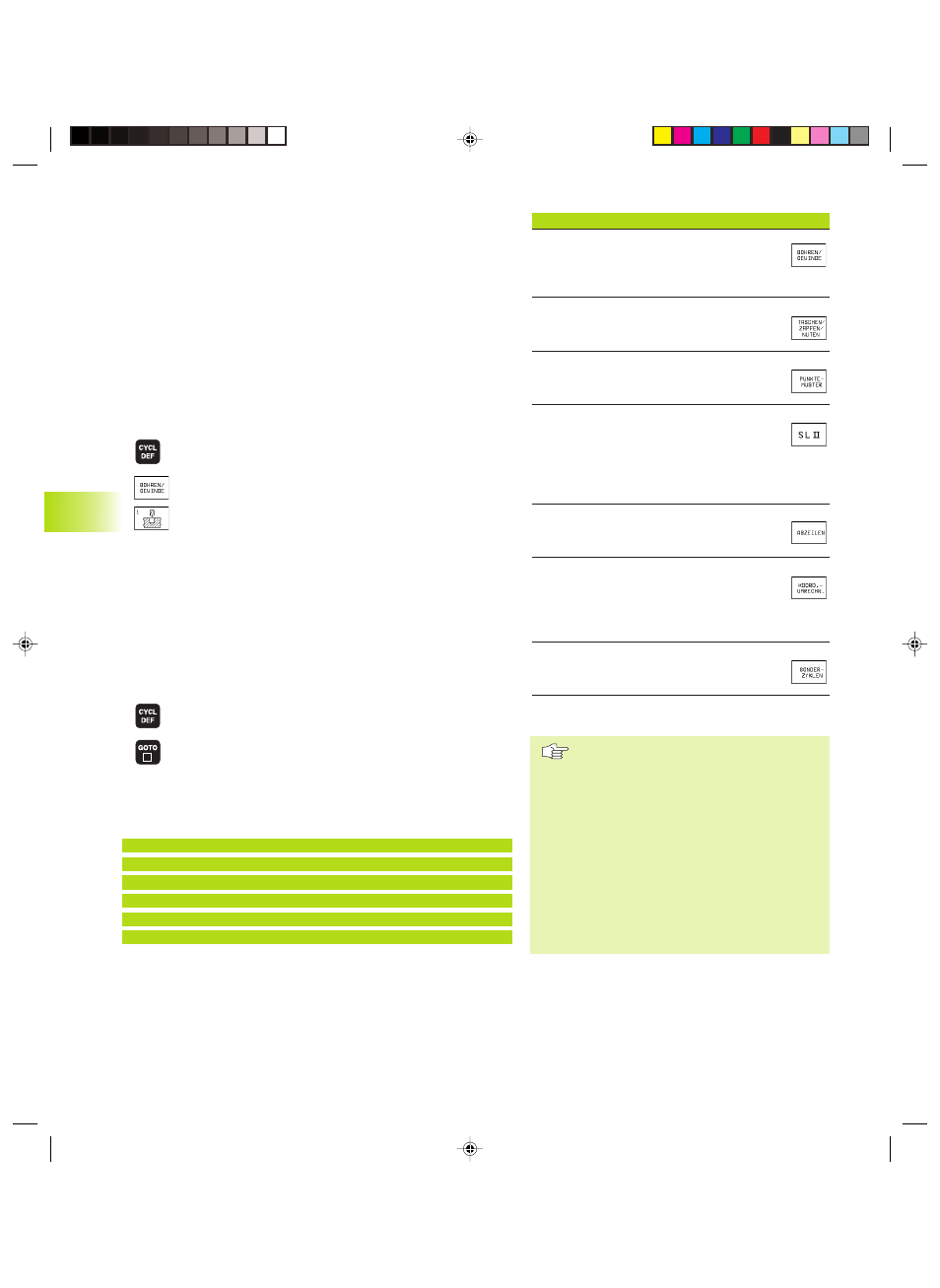
Zyklus-Gruppe
Softkey
Zyklen zum Tiefbohren, Reiben,
Ausdrehen, Senken, Gewindebohren
und Gewindeschneiden
Zyklen zum Fräsen von Taschen,
Zapfen und Nuten
Zyklen zur Herstellung von Punkte-
mustern, z.B. Lochkreis od. Lochfläche
SL-Zyklen (Subcontur-List), mit denen
aufwendigere Konturen konturparallel
bearbeitet werden, die sich aus meh-
reren überlagerten Teilkonturen zusam-
mensetzen, Zylindermantel-Interpolation
Zyklen zum Abzeilen ebener oder in
sich verwundener Flächen
Zyklen zur Koordinaten-Umrechnung,
mit denen beliebige Konturen
verschoben, gedreht, gespiegelt,
vergrößert und verkleinert werden
Sonder-Zyklen Verweilzeit, Programm-
Aufruf, Spindel-Orientierung, Toleranz
8.1
Allg
emeines zu den Zyklen
Wenn Sie bei Bearbeitungszyklen mit
Nummern größer 200 indirekte Parame-
ter-Zuweisungen (z.B. Q210 = Q1)
verwenden, wird eine Änderung des
zugewiesenen Parameters (z.B. Q1) nach
der Zyklus-Definition nicht wirksam.
Definieren Sie in solchen Fällen den
Zyklusparameter (z.B. Q210) direkt.
Um die Bearbeitungszyklen 1 bis 17 auch
auf älteren TNC-Bahnsteuerungen
abarbeiten zu können, müssen Sie beim
Sicherheits-Abstand und bei der Zustell-
Tiefe zusätzlich ein negatives Vorzeichen
programmieren.
KKAP8.PM6
28.06.2006, 12:42
162