4 zyklen zum herst ellen v on punkt emust er n – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 220
8 Programmieren: Zyklen
204
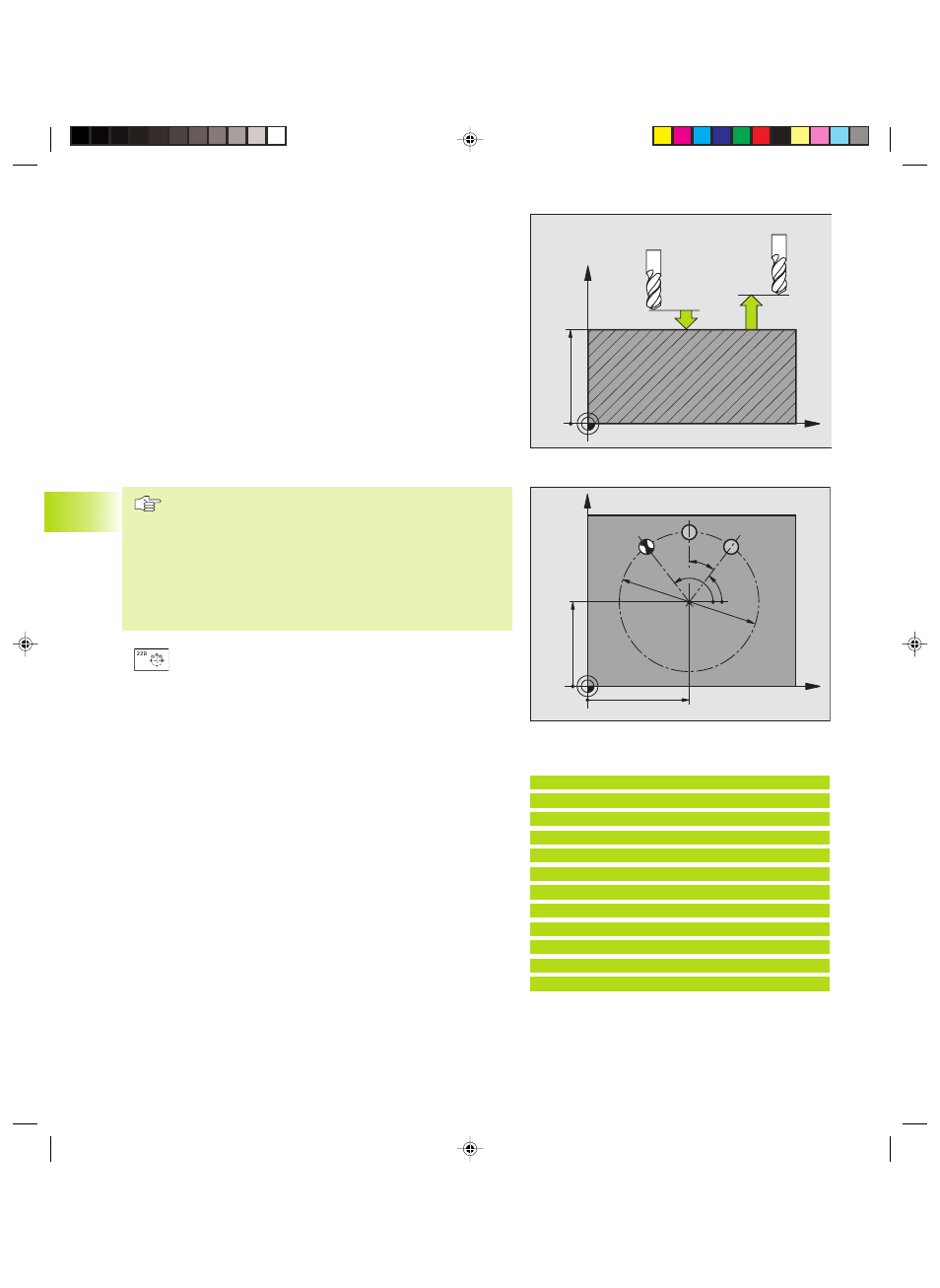
PUNKTEMUSTER AUF KREIS (Zyklus 220)
1 Die TNC positioniert das Werkzeug im Eilgang von der aktuellen
Position zum Startpunkt der ersten Bearbeitung.
Reihenfolge:
■
2. Sicherheits-Abstand anfahren (Spindelachse)
■
Startpunkt in der Bearbeitungsebene anfahren
■
Auf Sicherheits-Abstand über Werkstück-Oberfläche fahren
(Spindelachse)
2 Ab dieser Position führt die TNC den zuletzt definierten
Bearbeitungszyklus aus
3 Anschließend positioniert die TNC das Werkzeug mit einer Gera-
den-Bewegung auf den Startpunkt der nächsten Bearbeitung; das
Werkzeug steht dabei auf Sicherheits-Abstand (oder
2. Sicherheits-Abstand)
4 Dieser Vorgang (1 bis 3) wiederholt sich, bis alle Bearbeitungen
ausgeführt sind
Beachten Sie vor dem Programmieren
Zyklus 220 ist DEF-Aktiv, das heißt, Zyklus 220 ruft
automatisch den zuletzt definierten Bearbeitungszyklus
auf.
Wenn Sie einen der Bearbeitungszyklen 200 bis 208 und
212 bis 215 mit Zyklus 220 kombinieren, wirken der
Sicherheits-Abstand, die Werkstück-Oberfläche und der 2.
Sicherheits-Abstand aus Zyklus 220.
ú
Mitte 1. Achse Q216 (absolut): Teilkreis-Mittelpunkt in
der Hauptachse der Bearbeitungsebene
ú
Mitte 2. Achse Q217 (absolut): Teilkreis-Mittelpunkt in
der Nebenachse der Bearbeitungsebene
ú
Teilkreis-Durchmesser Q244: Durchmesser des
Teilkreises
ú
Startwinkel Q245 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem Start-
punkt der ersten Bearbeitung auf dem Teilkreis
ú
Endwinkel Q246 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem Start-
punkt der letzten Bearbeitung auf dem Teilkreis (gilt
nicht für Vollkreise); Endwinkel ungleich Startwinkel
eingeben; wenn Endwinkel größer als Startwinkel
eingegeben, dann Bearbeitung im Gegen-Uhrzeiger-
sinn, sonst Bearbeitung im Uhrzeigersinn
ú
Winkelschritt Q247 (inkremental): Winkel zwischen
zwei Bearbeitungen auf dem Teilkreis; wenn der
Winkelschritt gleich null ist, dann berechnet die TNC
den Winkelschritt aus Startwinkel, Endwinkel und
Anzahl Bearbeitungen; wenn ein Winkelschritt einge-
geben ist, dann berücksichtigt die TNC den Endwinkel
nicht; das Vorzeichen des Winkelschritts legt die
Bearbeitungsrichtung fest (- = Uhrzeigersinn)
8.4 Zyklen zum Herst
ellen v
on Punkt
emust
er
n
X
Z
Q200
Q203
Q204
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
NC-Beispielsätze:
53 CYCL DEF 220 MUSTER KREIS
Q216=+50
;MITTE 1. ACHSE
Q217=+50
;MITTE 2. ACHSE
Q244=80
;TEILKREIS-DURCHM.
Q245=+0
;STARTWINKEL
Q246=+360
;ENDWINKEL
Q247=+0
;WINKELSCHRITT
Q241=8
;ANZAHL BEARBEITUNGEN
Q200=2
;SICHERHEITS-ABST.
Q203=+0
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q301=1
;FAHREN AUF S. HOEHE
KKAP8.PM6
28.06.2006, 12:42
204