HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 130
114
6 Programmieren: Konturen programmieren
CC
Z
Y
X
X
CC
Y
CC
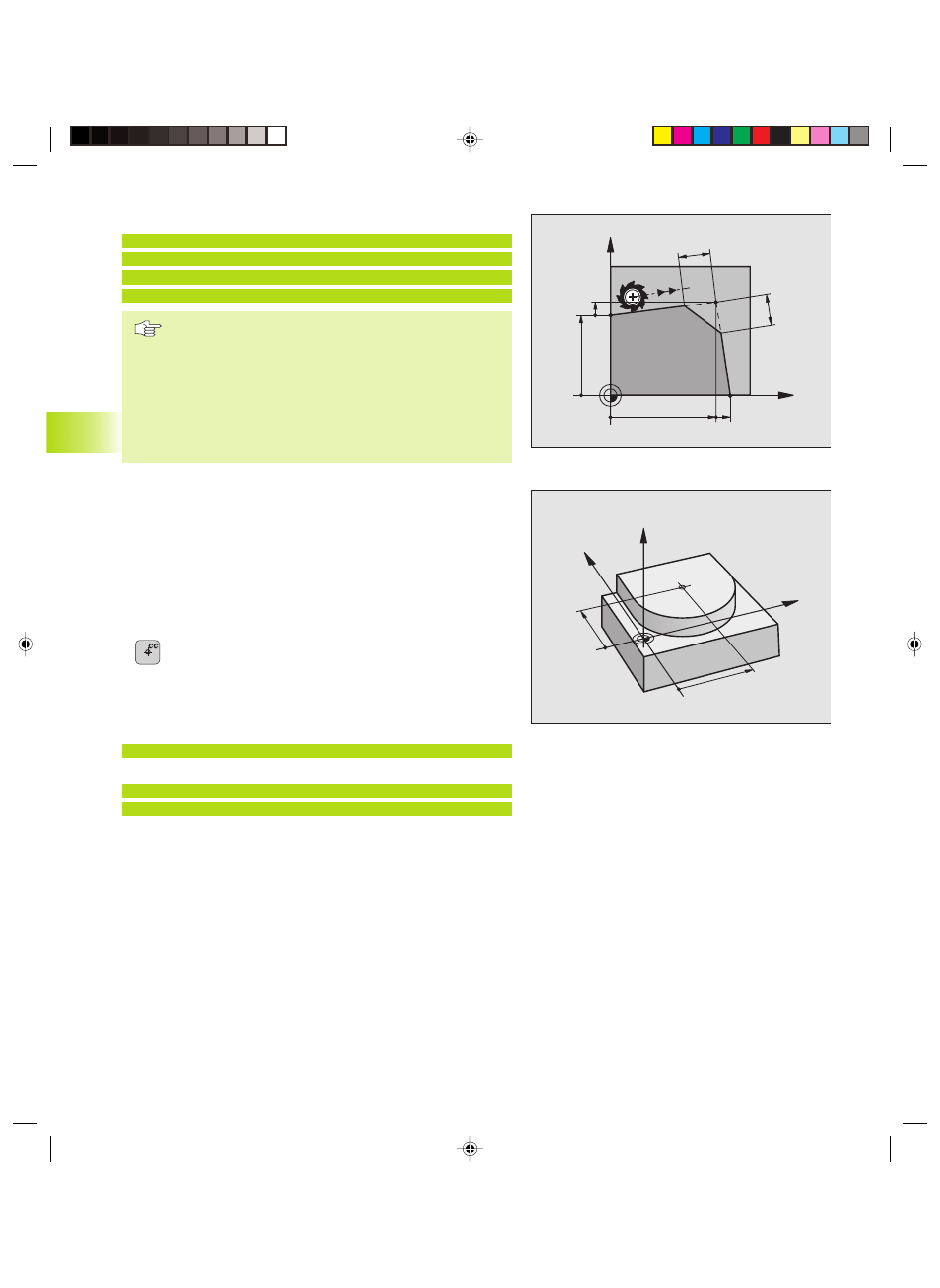
NC-Beispielsätze
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12 F250
10 L IX+5 Y+0
Eine Kontur nicht mit einem CHF-Satz beginnen.
Eine Fase wird nur in der Bearbeitungsebene ausge-
führt.
Ein im CHF-Satz programmierter Vorschub wirkt nur in
diesem CHF-Satz. Danach ist wieder der vor dem CHF-
Satz programmierte Vorschub gültig.
Der von der Fase abgeschnittene Eckpunkt wird nicht
angefahren.
Kreismittelpunkt CC
Den Kreismittelpunkt legen Sie für Kreisbahnen fest, die Sie mit der
C-Taste (Kreisbahn C) programmieren. Dazu
■
geben Sie die rechtwinkligen Koordinaten des Kreismittelpunkts
ein oder
■
übernehmen die zuletzt programmierte Position oder
■
übernehmen die Koordinaten mit der Taste „Ist-Positionen-
übernehmen“
ú
Koordinaten CC: Koordinaten für den Kreismittelpunkt
eingeben oder
Um die zuletzt programmierte Position zu übernehmen:
Keine Koordinaten eingeben
NC-Beispielsätze
5 CC X+25 Y+25
oder
10 L X+25 Y+25
11 CC
Die Programmzeilen 10 und 11 beziehen sich nicht auf das Bild.
Gültigkeit
Der Kreismittelpunkt bleibt solange festgelegt, bis Sie einen neuen
Kreismittelpunkt programmieren. Einen Kreismittelpunkt können Sie
auch für die Zusatzachsen U, V und W festlegen.
Kreismittelpunkt CC inkremental eingeben
Eine inkremental eingegebene Koordinate für den Kreismittelpunkt
bezieht sich immer auf die zuletzt programmierte Werkzeug-
Position.
X
Y
40
12
30
5
12
5
6.4 Bahnbew
egung
en – r
e
c
htwinklig
e K
oor
dinat
en
GKAP6.PM6
28.06.2006, 12:42
114