4 bezugspunkt-setzen, 4 bezugspunkt-setzen (ohne 3d-tastsystem) – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 36
20
2.4 Bezugspunkt-Setzen
2 Handbetrieb und Einrichten
Werte eingeben
Beispiel: Spindeldrehzahl S eingeben
Eingabe für Spindeldrehzahl wählen: Softkey S
Spindeldrehzahl S=
<
1000
Spindeldrehzahl eingeben
und mit der externen START-Taste übernehmen
Die Spindeldrehung mit der eingegebenen Drehzahl S wird mit einer
Zusatzfunktion M gestartet.
Für den Vorschub F gilt:
■
Wenn F=0 eingegeben, dann wirkt der kleinste Vorschub aus
MP1020
■
F bleibt auch nach einer Stromunterbrechung erhalten
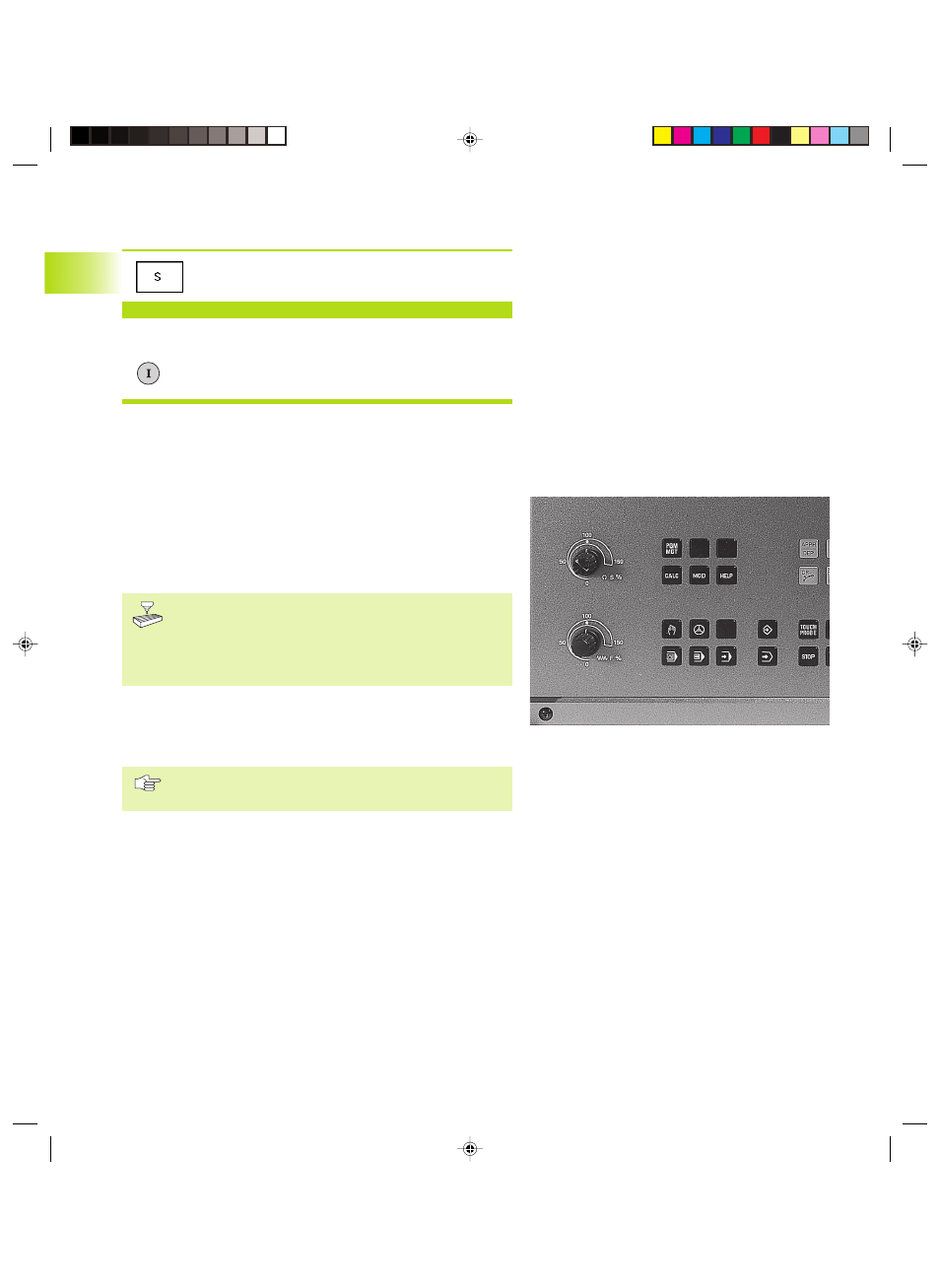
Spindeldrehzahl und Vorschub ändern
Mit den Override-Drehknöpfen für Spindeldrehzahl S und Vorschub F
läßt sich der eingestellte Wert von 0% bis 150% ändern.
Der Override-Drehknopf für die Spindeldrehzahl wirkt nur
bei Maschinen mit stufenlosem Spindelantrieb.
Der Maschinenhersteller legt fest, welche Zusatz-
funktionen M Sie nutzen können und welche Funktion sie
haben.
2.4 Bezugspunkt-Setzen
(ohne 3D-Tastsystem)
Bezugspunkt-Setzen mit 3D-Tastsystem: Siehe Benutzer-
Handbuch Tastsystem-Zyklen
Beim Bezugspunkt-Setzen wird die Anzeige der TNC auf die
Koordinaten einer bekannten Werkstück-Position gesetzt.
Vorbereitung
ú
Werkstück aufspannen und ausrichten
ú
Nullwerkzeug mit bekanntem Radius einwechseln
ú
Sicherstellen, daß die TNC Ist-Positionen anzeigt
DKAP2_3.PM6
28.06.2006, 12:42
20